【作 者】王大力;郭亚明;李亦楠;黄涛;高武林;郑宏伟;徐恒秋
宾果游戏 【前 言】
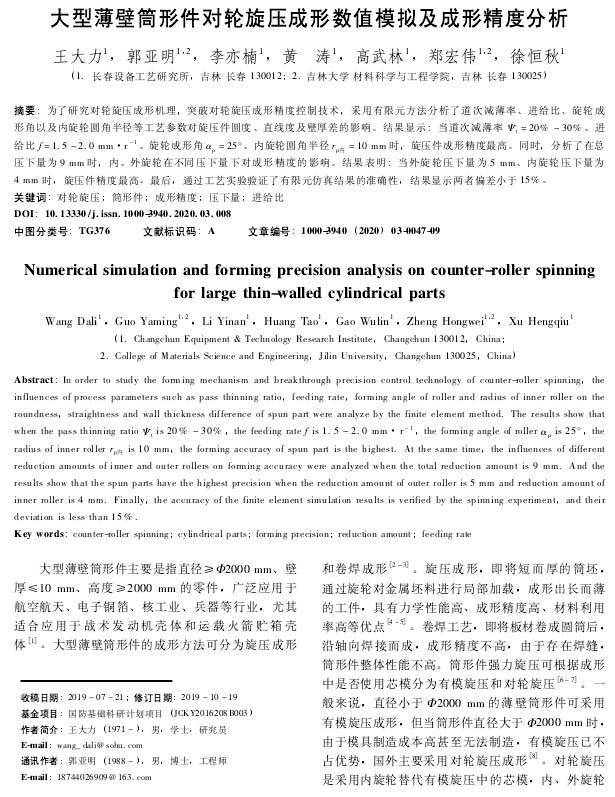
宾果游戏 大型薄壁筒形件主要是指直径≥Φ2000 mm、壁厚≤10 mm、高度≥2000 mm的零件,广泛应用于航空航天、电子铜箔、核工业、兵器等行业,尤其适合应用于战术发动机壳体和运载火箭贮箱壳体[1]。大型薄壁筒形件的成形方法可分为旋压成形和卷焊成形[2-3]。旋压成形,即将短而厚的筒坯,通过旋轮对金属坯料进行局部加载,成形出长而薄的工件,具有力学性能高、成形精度高、材料利用率高等优点[4-5]。卷焊工艺,即将板材卷成圆筒后,沿轴向焊接而成,成形精度不高,由于存在焊缝,筒形件整体性能不高。筒形件强力旋压可根据成形中是否使用芯模分为有模旋压和对轮旋压[6 - 7]。一般来说,直径小于Φ2000 mm的薄壁筒形件可采用有模旋压成形,但当筒形件直径大于Φ2000 mm时,由于模具制造成本高甚至无法制造,有模旋压已不占优势,国外主要采用对轮旋压成形[8]。对轮旋压是采用内旋轮替代有模旋压中的芯模,内、外旋轮同时对筒坯进行加载的成形方法,内旋轮通过径向位置调节,可加工一定范围内不同内径的筒形件,具有加工成本低、柔性化的成形特点。
旋压件品质主要体现在成形精度、宏观缺陷[9]和力学性能,其中,圆度、直线度和壁厚差是评价筒形件成形精度的主要指标[10-11]。旋压件品质是多种工艺参数综合作用的结果,影响成形品质的参数主要包括:模具加工与装调精度、毛坯加工精度、道次减薄率、进给比、旋轮成形角、旋轮圆角半径、旋压道次、热处理以及冷却润滑等[12 - 13]。
宾果游戏 【结 语】
宾果游戏 对轮旋压时,采用内旋轮替代了有模旋压中的芯模,经过变形的金属在流动时由于缺少芯模的约束,成形精度较难控制,这是对轮旋压成形的工艺难点所在。内旋轮替代了芯模的支撑作用,因此,内旋轮的结构设计必须保证具有足够的刚度,以减小内旋轮机构的退让或者弹性变形,内旋轮结构刚度设计是对轮旋压装备设计的难点所在。
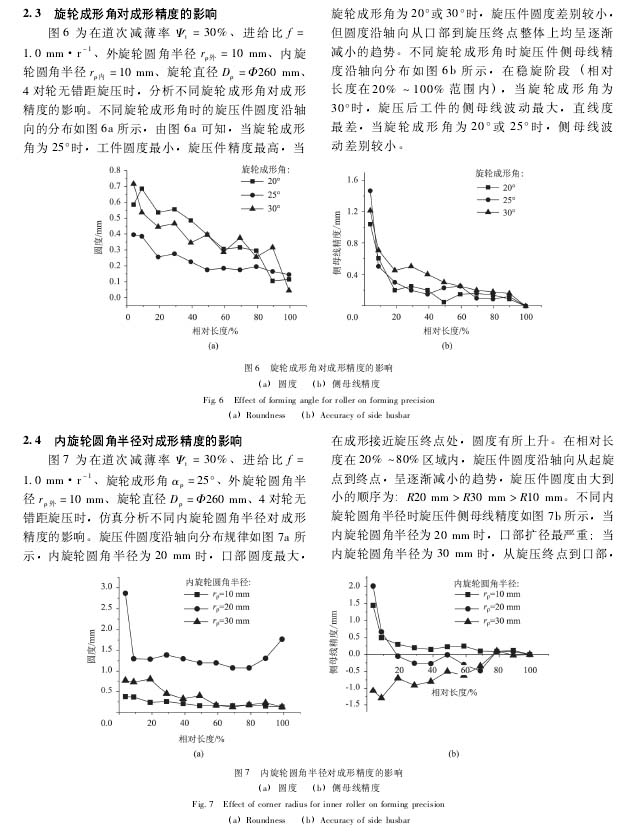
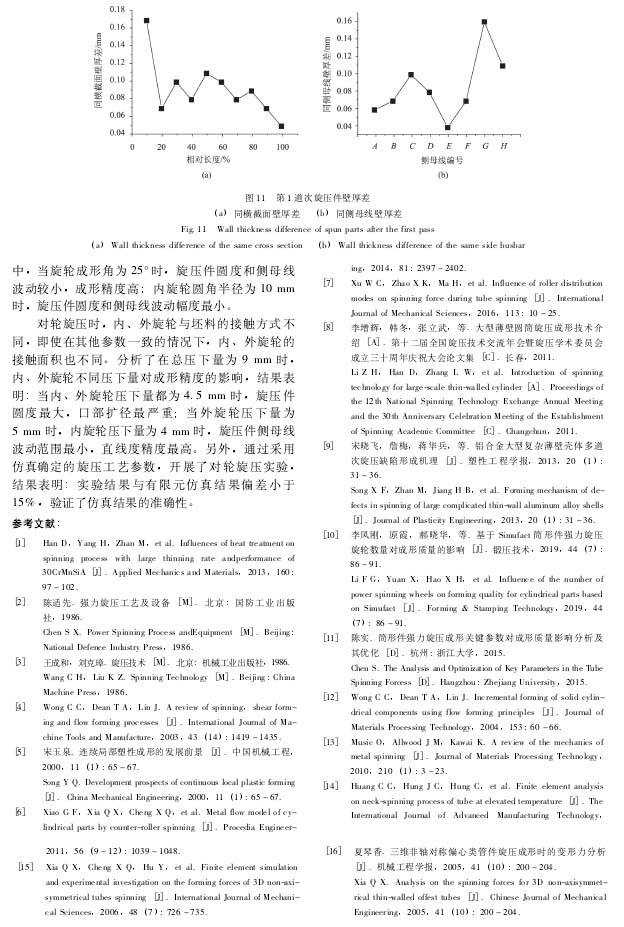
宾果游戏 本文结合有限元数值模拟仿真,利用单因素法分析了不同工艺参数对成形精度的影响,分析结果表明:道次减薄率为30%时,旋压件圆度最小,道次减薄率在20%一30%时,旋压件侧母线精度最高,因此,对轮旋压道次减薄率应控制在30%左右;随着进给比增大,旋压件直线度越好,适当提高进给比,可提高工件圆度精度;在整个成形过程中,当旋轮成形角为25º时,旋压件圆度和侧母线波动较小成形精度高;内旋轮圆角半径为10 mm时,旋压件圆度和侧母线波动幅度最小。
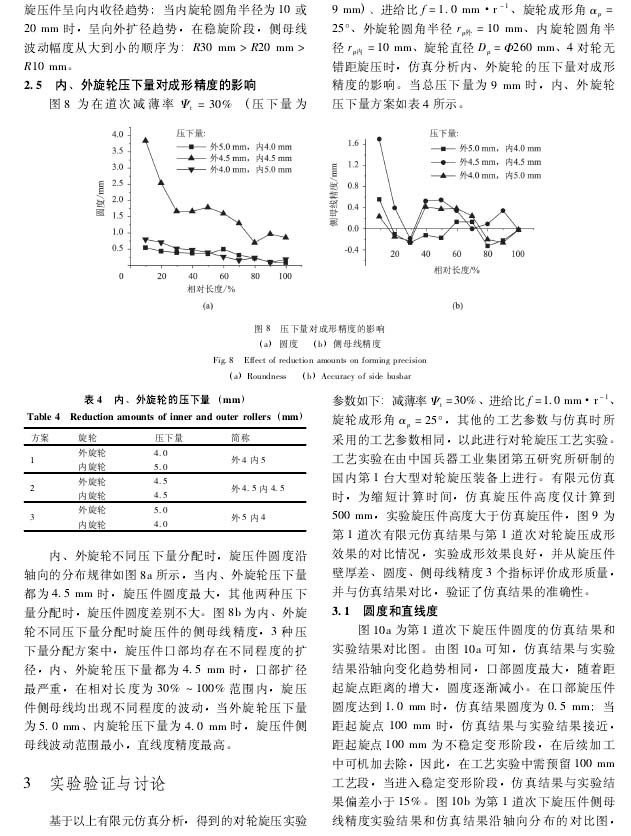
宾果游戏 对轮旋压时,内、外旋轮与坯料的接触方式不同,即使在其他参数一致的情况下,内、外旋轮的接触面积也不同。分析了在总压下量为9 mm时,内、外旋轮不同压下量对成形精度的影响,结果表明:当内、外旋轮压下量都为4. 5 mm时,旋压件圆度最大,口部扩径最严重;当外旋轮压下量为5 mm时,内旋轮压下量为4 mm时,旋压件侧母线波动范围最小,直线度精度最高。另外,通过采用仿真确定的旋压工艺参数,开展了对轮旋压实验,结果表明:实验结果与有限元仿真结果偏差小于15%,验证了仿真结果的准确性。
以下是正文: