【作 者】王嘉豪;周六如;姜旭;胡诗尧
宾果游戏 【前 言】
金属板料数控渐进成形技术,是一种基于计算机技术、数控技术和塑性成形技术的先进制造技术,它采用快速原形制造技术 “分层制造”的思想,将复杂的三维形状沿 Z 轴方向离散化,即分解成一系列的二维层,在这些二维层上进行局部的塑性加工,着重强调层作为加工单元。
一些学者对渐进成形工艺进行了研究,史鹏涛等[1]利用液体同时支撑和加热的热渐进成形加工方案,得到成形极限角随着成形温度的提高而显著增大,随着层间距的增大而显著越小的结果。工具头直径对成形极限角的影响不显著。孙皓亮等[2]通过改变成形中的润滑方式、工具头形状、工具头直径、进给量等工艺参数,对成形后的实验件的表面粗糙度和表面形貌进行测量和分析,研究成形参数对零件表面质量的影响。Kumar A 等[3] 基 于 方 差 分 析( ANOVA) 结果得出刀具直径是最重要的因素,其次是刀具形状、润滑剂粘度、板材厚度和步长,发现成形零件的平均粗糙度随着板材厚度和进给量的增加而增加,而随着成形油粘度、冲头直径和主轴速度的增加而减小。
本文研究工具头主轴转速、轴向进给量、成形角度和工具头半径等对 AZ31B 镁合金摩擦热渐进成形表面质量的影响,补充并完善了镁合金渐进成形工艺,对镁合金渐进成形技术具有重要意义。
宾果游戏 【结 论】
宾果游戏 (1)通过提高主轴转速可以改变零件的成形性和表面质量,随着转速的增加,零件的表面质量先升高后降低; 板料温度随着主轴转速递增而逐步增加。
(2)零件表面质量随着轴向进给量的增加而降低; 随着轴向进给量增大,板料温度升高趋势为先慢后快最后趋于一个数值不变。
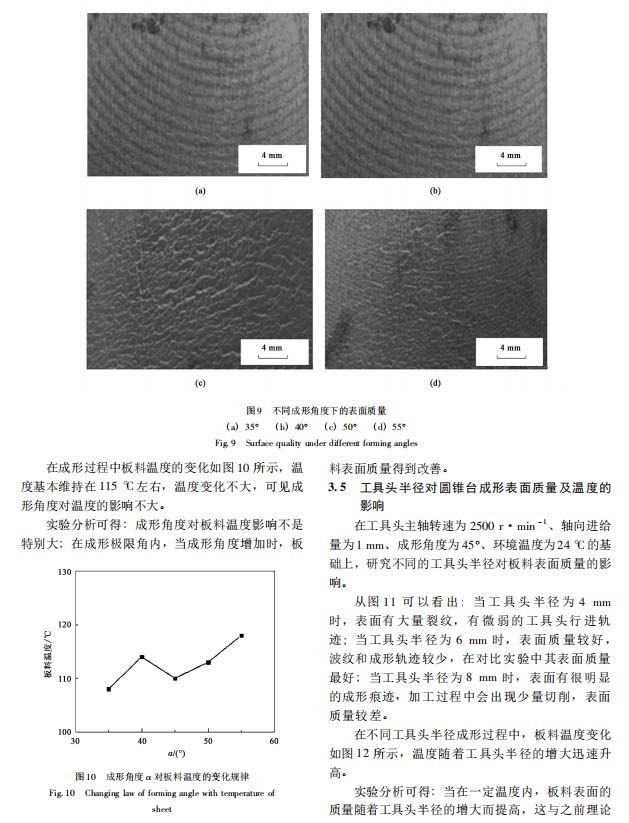
宾果游戏 (3)在成形极限角内,当成形角度越大,板料表面质量越好; 成形角度对板料温度影响不是特别大。
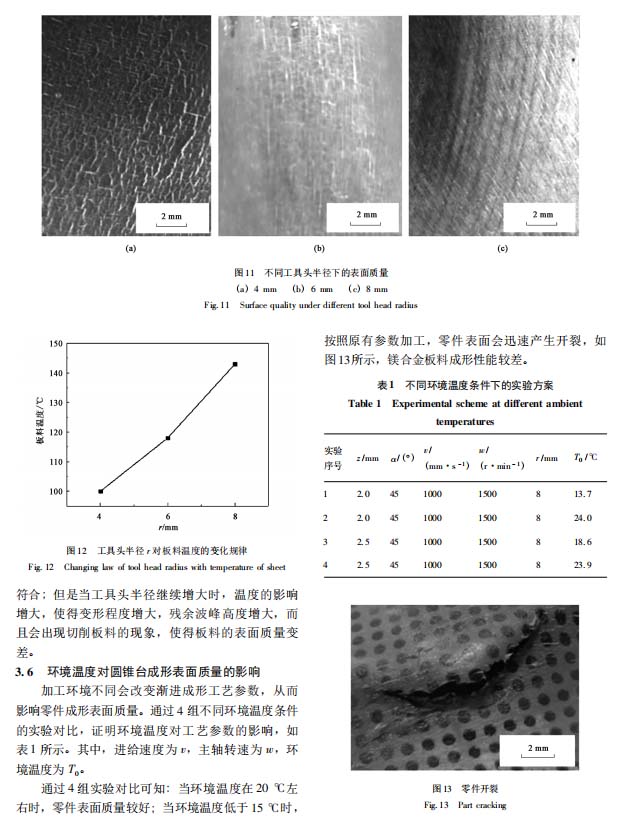
(4)表面质量随着工具头半径的增加,先升高后降低; 工具头半径越大,板料温度越高。
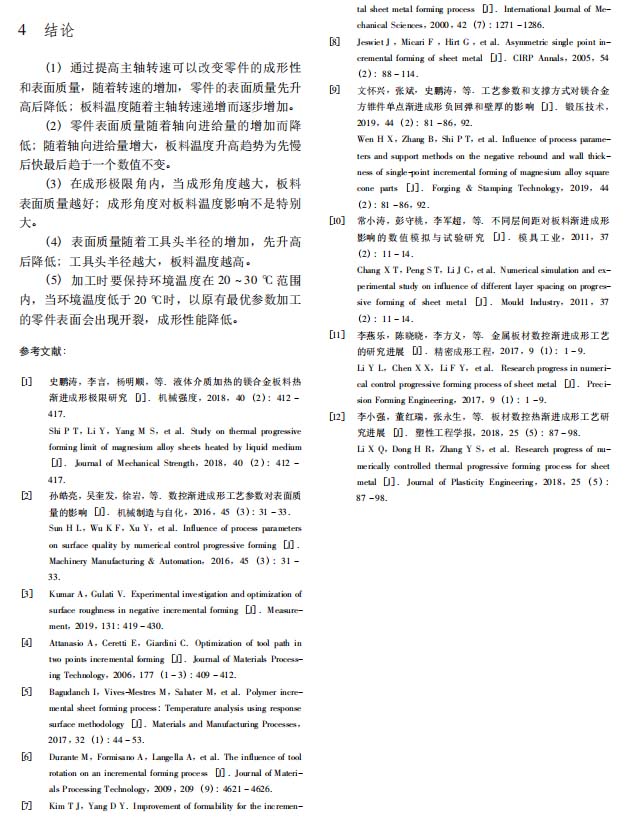
(5)加工时要保持环境温度在 20 ~ 30 ℃ 范围内,当环境温度低于 20 ℃时,以原有最优参数加工的零件表面会出现开裂,成形性能降低。
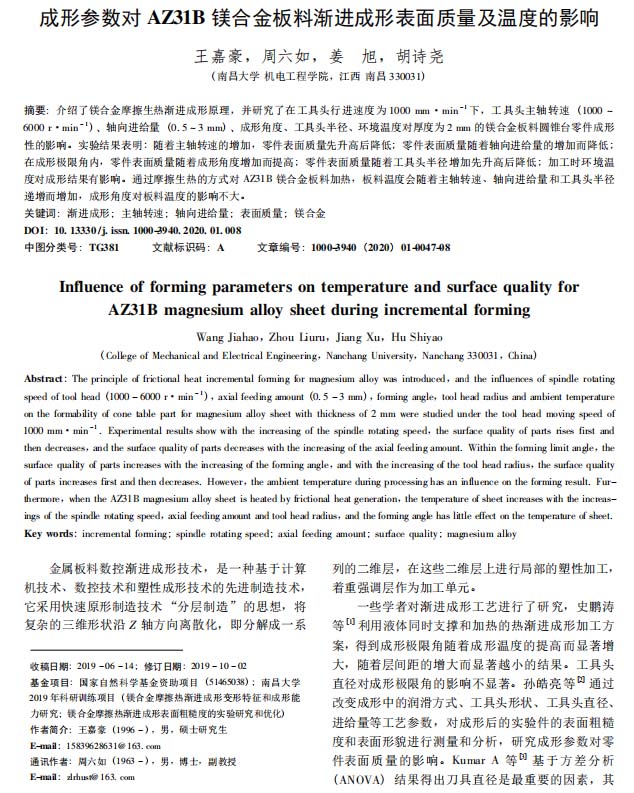
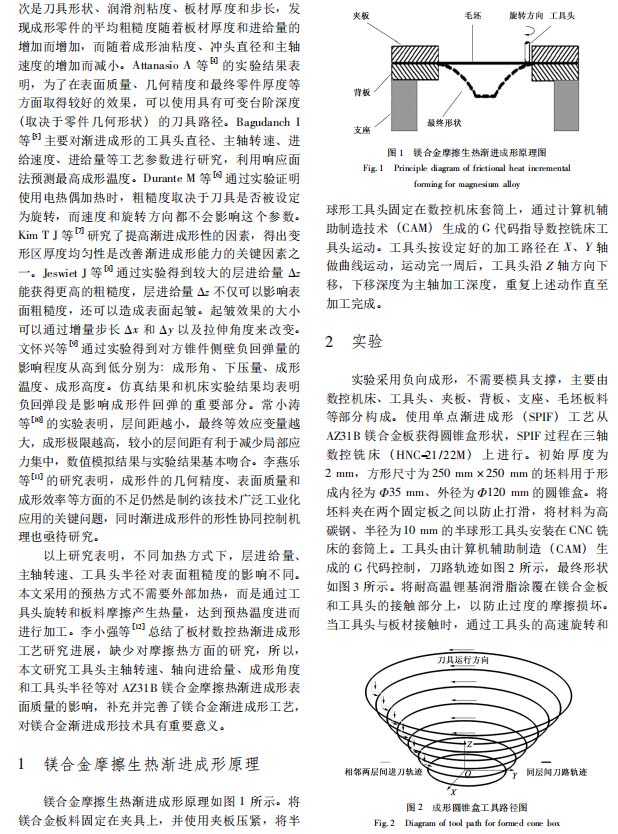
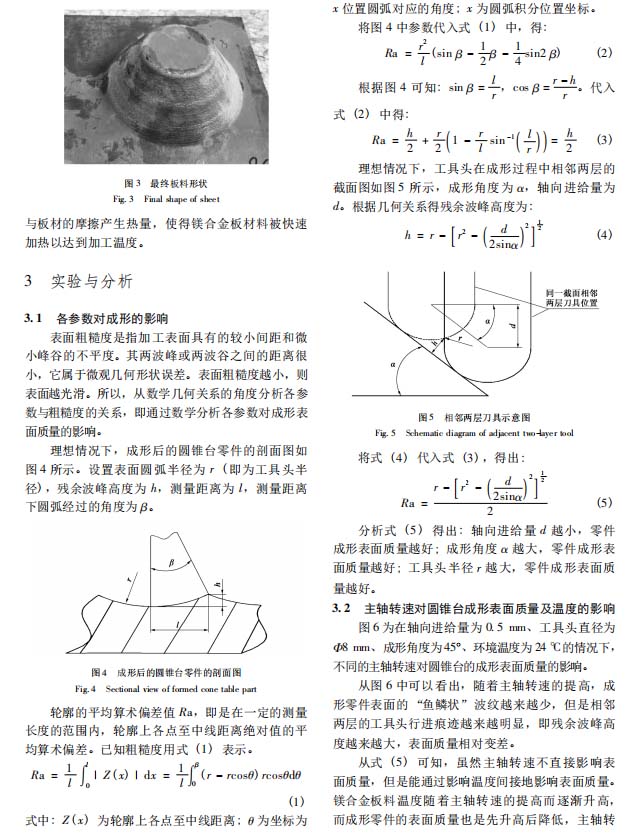
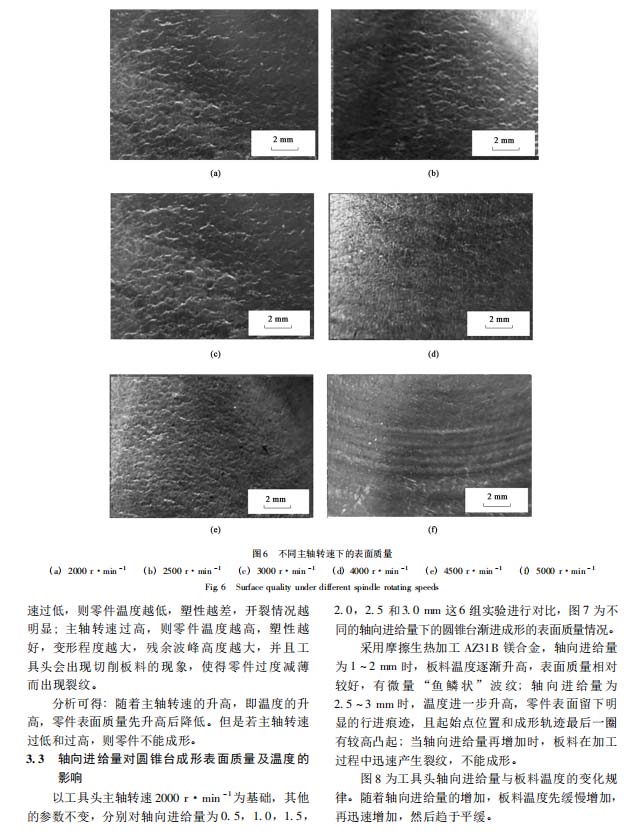
以下为正文: