【作 者】韩飞;户全超;徐根
宾果游戏 【前 言】
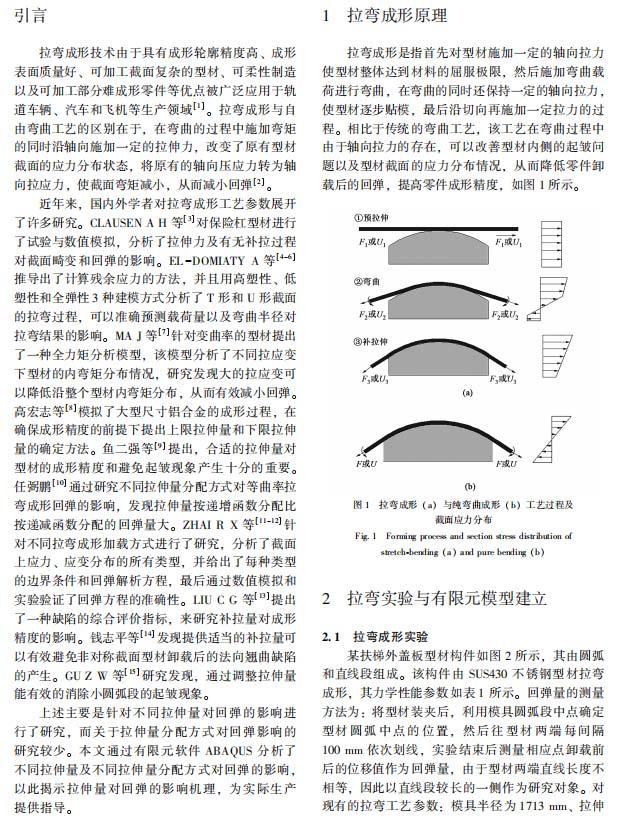
拉弯成形技术由于具有成形轮廓精度高、 成形表面质量好、 可加工截面复杂的型材、 可柔性制造以及可加工部分难成形零件等优点被广泛应用于轨道车辆、 汽车和飞机等生产领域[1]。拉弯成形与自由弯曲工艺的区别在于,在弯曲的过程中施加弯矩的同时沿轴向施加一定的拉伸力, 改变了原有型材截面的应力分布状态, 将原有的轴向压应力转为轴向拉应力, 使截面弯矩减小, 从而减小回弹[2]。
宾果游戏 上述主要是针对不同拉伸量对回弹的影响进行了研究, 而关于拉伸量分配方式对回弹影响的研究较少。本文通过有限元软件ABAQUS分析了不同拉伸量及不同拉伸量分配方式对回弹的影响,以此揭示拉伸量对回弹的影响机理, 为实际生产提供指导。
【结 论】
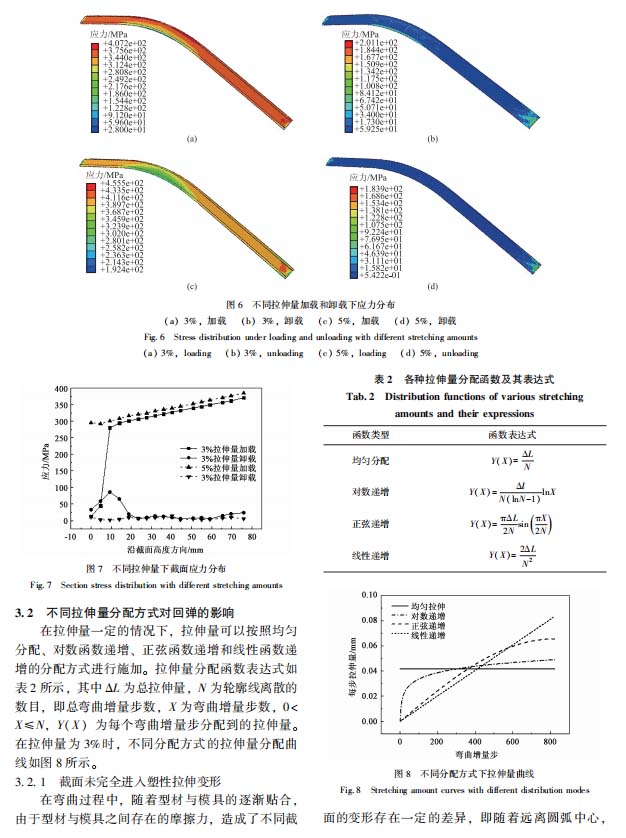
(1)不同拉伸量主要影响成形后截面上应力的分布情况, 随着拉伸量增加, 截面上应力分布更加均匀, 截面上应力差值减小, 使截面弯矩减小从而减小回弹。
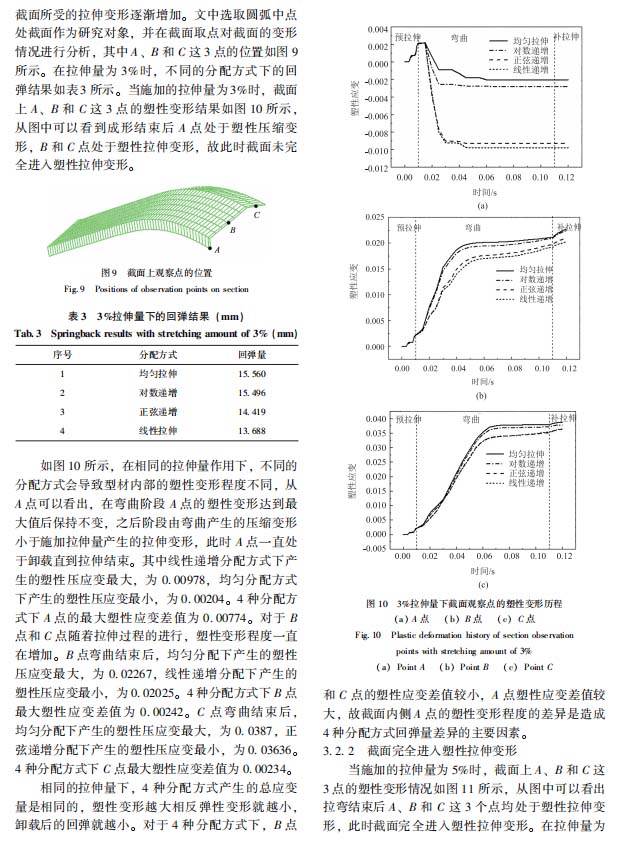
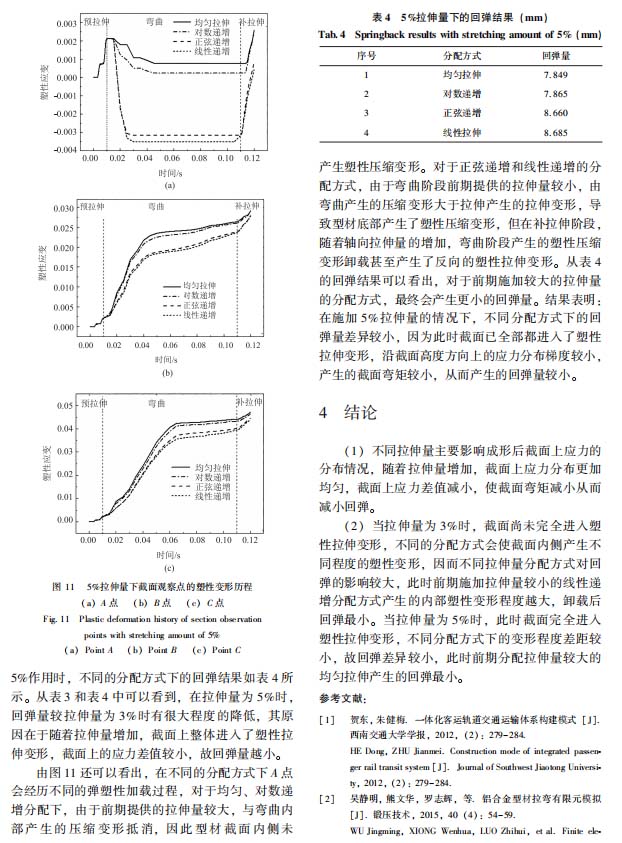
(2)当拉伸量为 3%时, 截面尚未完全进入塑性拉伸变形, 不同的分配方式会使截面内侧产生不同程度的塑性变形, 因而不同拉伸量分配方式对回弹的影响较大, 此时前期施加拉伸量较小的线性递增分配方式产生的内部塑性变形程度越大, 卸载后回弹最小。 当拉伸量为 5%时, 此时截面完全进入塑性拉伸变形, 不同分配方式下的变形程度差距较小, 故回弹差异较小, 此时前期分配拉伸量较大的均匀拉伸产生的回弹最小。
以下是正文: