宾果游戏 【作 者】张应生
【引 言】
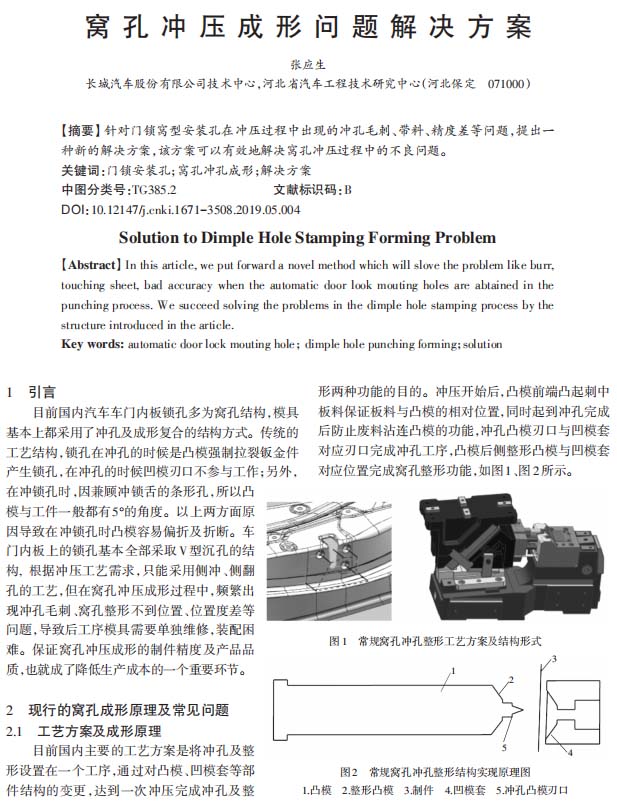
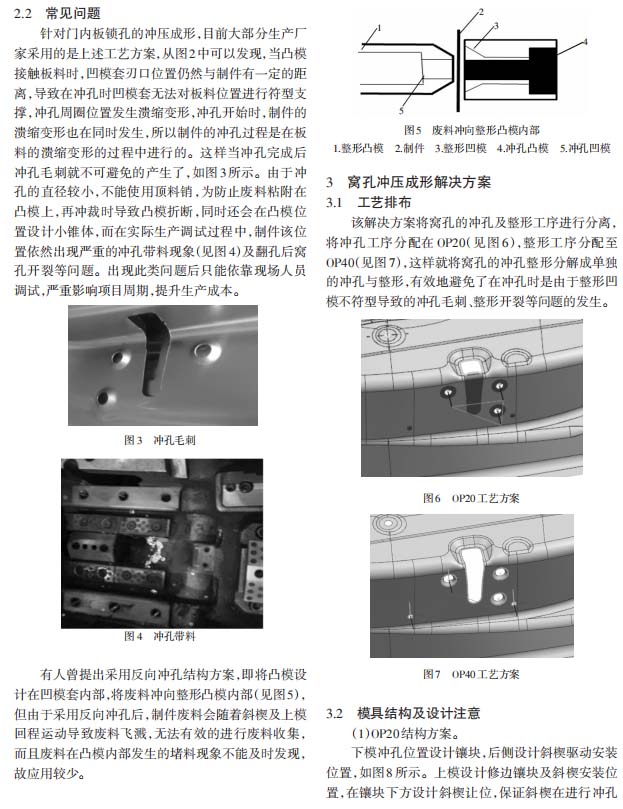
宾果游戏 目前国内汽车车门内板锁孔多为窝孔结构,模具基本上都采用了冲孔及成形复合的结构方式。传统的工艺结构,锁孔在冲孔的时候是凸模强制拉裂钣金件产生锁孔,在冲孔的时候凹模刃口不参与工作;另外,在冲锁孔时,因兼顾冲锁舌的条形孔,所以凸模与工件一般都有5°的角度。以上两方面原因导致在冲锁孔时凸模容易偏折及折断。车门内板上的锁孔基本全部采取V型沉孔的结构, 根据冲压工艺需求,只能采用侧冲、侧翻孔的工艺,但在窝孔冲压成形过程中,频繁出现冲孔毛刺、窝孔整形不到位置、位置度差等问题,导致后工序模具需要单独维修,装配困难。保证窝孔冲压成形的制件精度及产品品质,也就成了降低生产成本的一个重要环节。
【结束语】
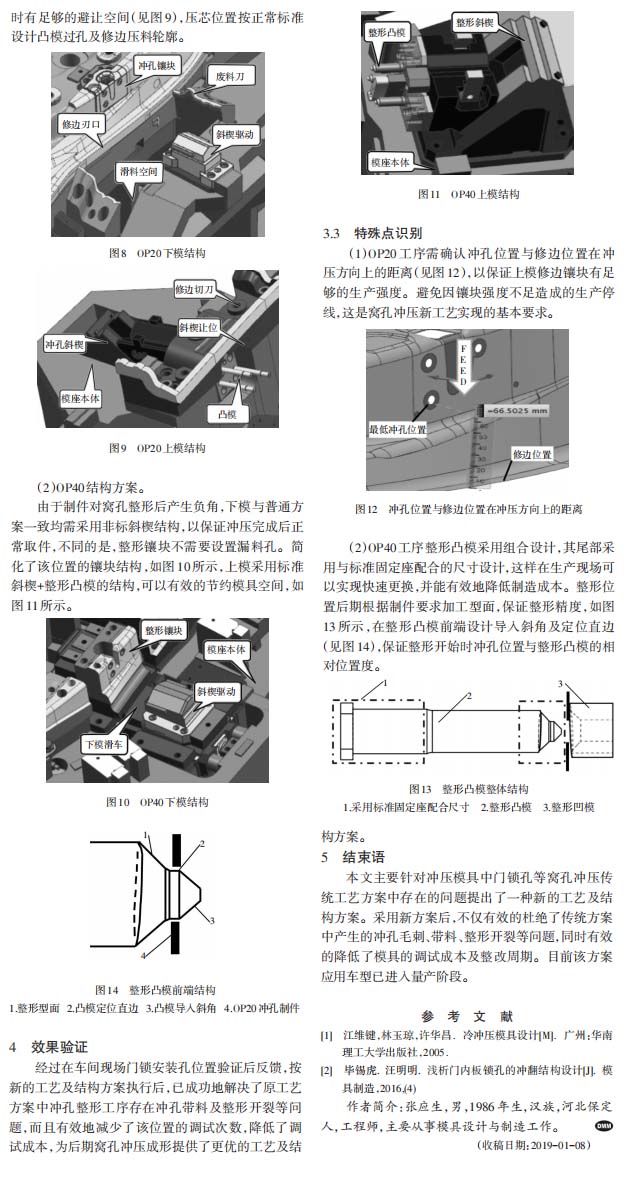
本文主要针对冲压模具中门锁孔等窝孔冲压传统工艺方案中存在的问题提出了一种新的工艺及结构方案。采用新方案后,不仅有效的杜绝了传统方案中产生的冲孔毛刺、带料、整形开裂等问题,同时有效的降低了模具的调试成本及整改周期。目前该方案应用车型已进入量产阶段。
以下是正文: