【作 者】刘丹;王涛;刘光辉;刘华;孙红星
宾果游戏 【前 言】
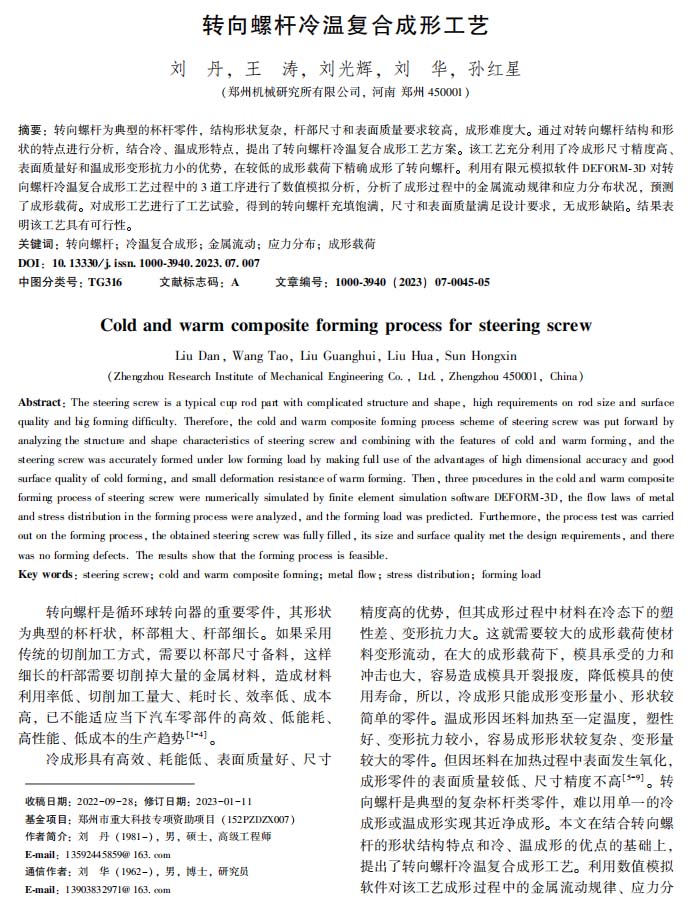
转向螺杆是循环球转向器的重要零件,其形状为典型的杯杆状,杯部粗大、杆部细长。如果采用传统的切削加工方式,需要以杯部尺寸备料,这样细长的杆部需要切削掉大量的金属材料,造成材料利用率低、切削加工量大、耗时长、效率低、成本高,已不能适应当下汽车零部件的高效、低能耗、高性能、低成本的生产趋势[1-4]。
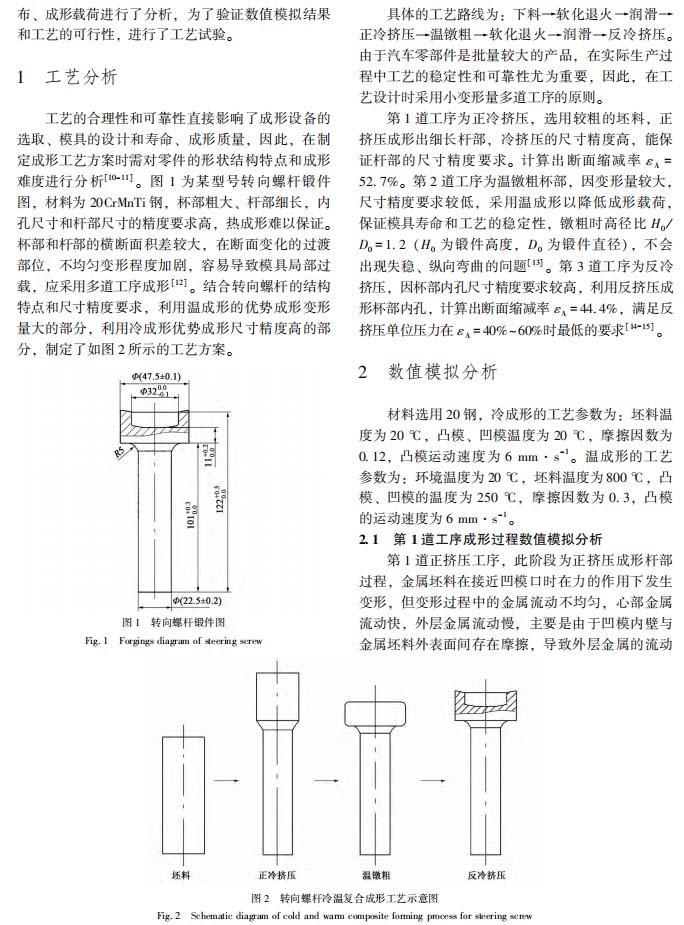
宾果游戏 本文在结合转向螺杆的形状结构特点和冷、温成形的优点的基础上,提出了转向螺杆冷温复合成形工艺。利用数值模拟软件对该工艺成形过程中的金属流动规律、应力分布、成形载荷进行了分析,为了验证数值模拟结果和工艺的可行性,进行了工艺试验。
宾果游戏 【结 论】
(1)利用有限元软件对转向螺杆的冷温复合成形过程进行了数值模拟分析和成形载荷的预测。 预测最大成形载荷为 2. 7 × 106 N, 应力的最大值为937. 00 MPa, 为试验模具的设计和试验设备的选型提供了理论参考依据。
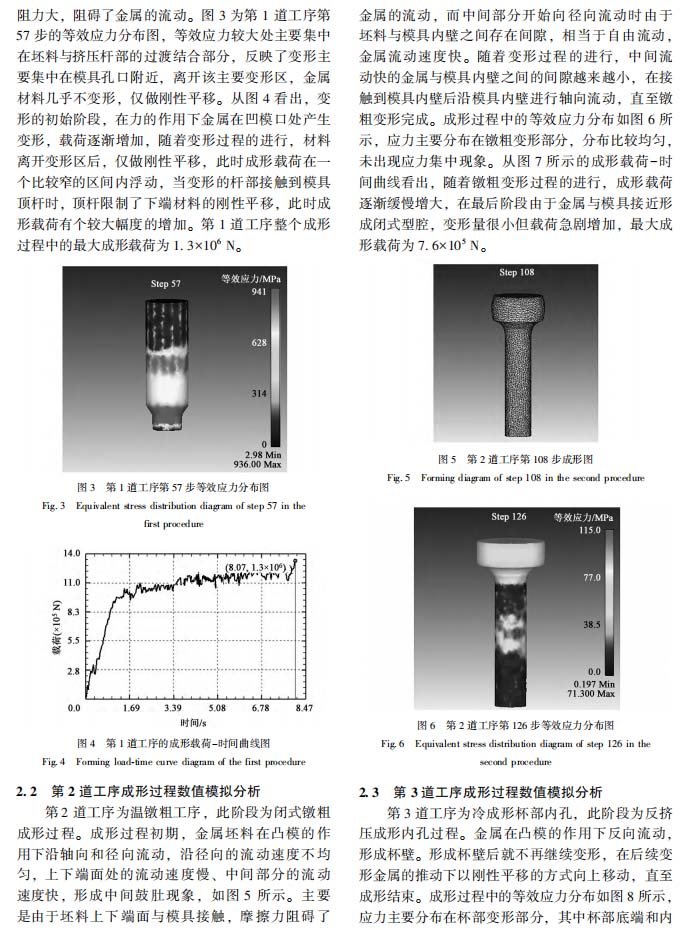
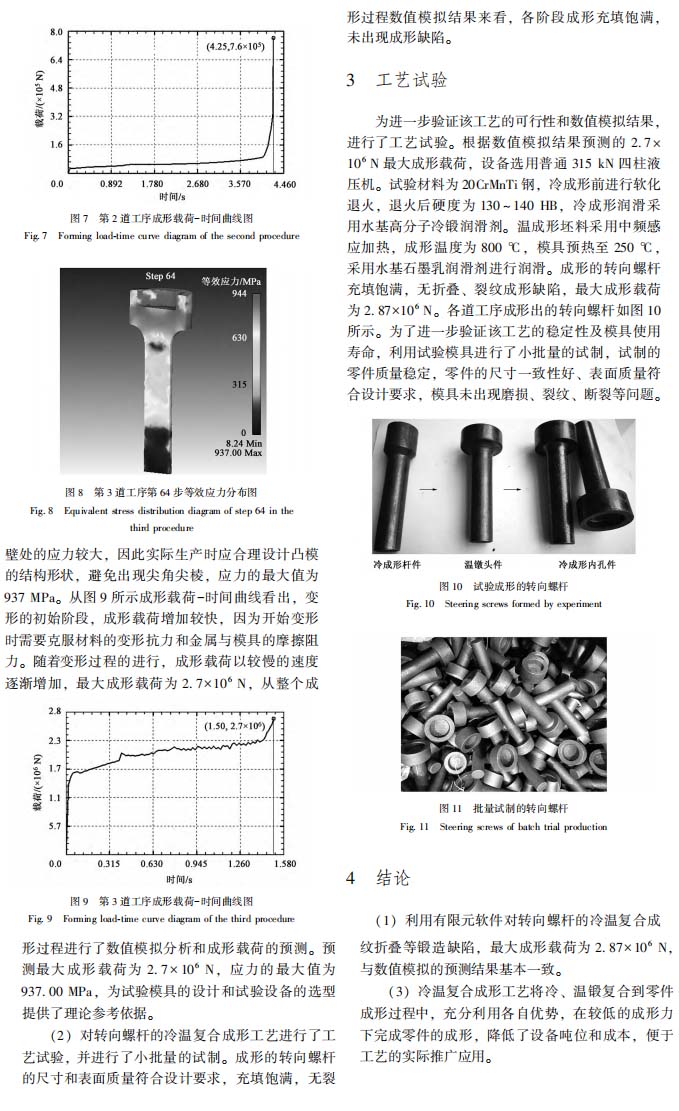
(2)对转向螺杆的冷温复合成形工艺进行了工艺试验, 并进行了小批量的试制。 成形的转向螺杆的尺寸和表面质量符合设计要求, 充填饱满, 无裂纹折叠等锻造缺陷, 最大成形载荷为 2. 87×106 N,与数值模拟的预测结果基本一致。
宾果游戏 (3)冷温复合成形工艺将冷、 温锻复合到零件成形过程中, 充分利用各自优势, 在较低的成形力下完成零件的成形, 降低了设备吨位和成本, 便于工艺的实际推广应用。
以下是正文: