
内高压成形技术主要的特点是可以整体成形轴线为二维或三维曲线的异型截面空心零件,从管材的初始圆截面可以成形为矩形、梯形、椭圆形或其他异型的封闭截面,本文兴迪源机械带来内高压成形技术的技术特点、优点及缺点详解。
一、内高压成形技术的主要特点及结构轻量化途径:
1)内高压成形主要特点:
内高压成形技术主要的特点是可以整体成形轴线为二维或三维曲线的异型截面空心零件,从管材的初始圆截面可以成形为矩形、梯形、椭圆形或其他异型的封闭截面,如图所示。传统制造工艺一般为先冲压成形两个或两个以上半片再焊接成整体,为了减少焊接变形,一般采用点焊,因此得到的不是封闭的截面。此外,冲压件的截面形状相对比较简单,很难满足结构设计的需要。
2)内高压成形结构轻量化途径:
宾果游戏 内高压成形是适应汽车和飞机等运输工具结构轻量化发展起来的先进制造技术。结构轻量化有两条主要途径:
宾果游戏 一是材料途径,采用铝合金、镁合金、钛合金和复合材料等轻质材料;
二是结构途径,采用空心变截面、变厚度薄壁壳体、整体等结构。根据统计,对于一定的减重目标,在航天航空领域,采用轻质材料减重的贡献大约为2/3,结构减重的贡献大约为1/3;而在汽车行业,与之相反,主要采用结构减重的途径。当材料一定时,减重的主要方法是设计合理的轻体结构。对于承受弯扭载荷为主的结构,采用空心变截面构件,既可以减轻质量又可以充分利用材料的强度。
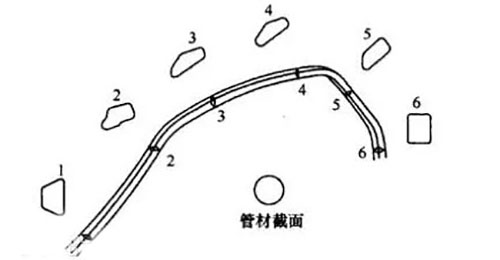
空心异形截面零件
(1)对于载荷大小变化的情况,在保证强度的基础上,通过设计合理的变截面,适应不同的载荷,以减轻结构质量。
如图所示,对于一个悬臂梁,根据弯矩载荷特点(图(a)),有三种不同的设计方案,从强度的角度来看,三种结构的强度均可满足使用要求。
宾果游戏 图(b)所示为等强结构方案,各截面强度相同,材料承载效率最高,质量最轻,但是截面变化形状为二次曲线,加工难度最大;
图(c)为等截面方案,S2和S3截面强度明显过剩,所用材料最多比等强结构方案约多1倍,最容易加工;
图(d)为变截面结构方案,本例设计了三个变截面,S2、S3与S1强度相同,该方案与等截面方案比较,节约材料1/3,比等强方案容易加工。一般情况下,等强结构形状复杂,成形加工难度大因此空心变截面设计是合理结构选择,既保证了强度要求,又达到节约材料、减轻质量和简化工艺的目的。
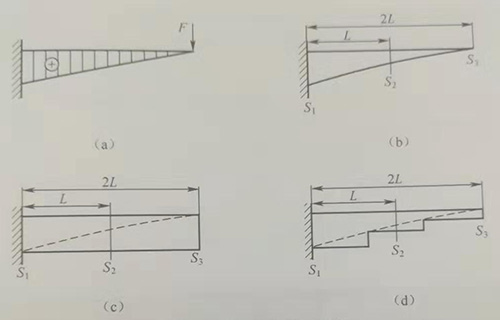
不同结构的悬臂梁(a)弯矩图;(b)等强结构;(c)等截面结构;(d)变截面结构。
(2)在相同质量下,截面形状不同时其截面模量不同,可通过选择截面形状提高结构的刚度和强度。
例如在相同质量的前提下,将一个直径d63.5mm壁厚2mm的圆管,成形为不同的矩形截面,其抗弯模量发生明显变化,如下表所示。
从表中可以看出,将圆形管材成形为正方截面时,抗弯模量提高27%;成形为长宽比为1.5:1的矩形截面时,沿y轴抗弯模量提高66%。这样仅通过改变截面的形状就可以提高抗弯强度。
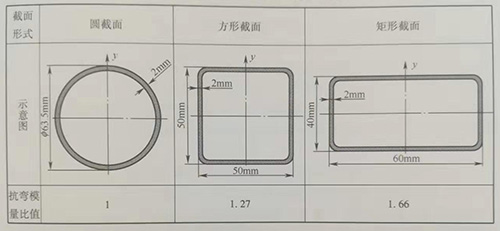
不同形状截面的抗弯模量
(3)采用空心结构代替实心结构。下图所示为一个实心梁和空心梁的比较,在保证强度相同的条件下,采用空心变截面结构,其质量由实心结构的46.2kg(下图(c))减少到空心结构的16.8kg(下图(d)),减重64%。对于空心结构的制造,如果采用机械加工,初始棒料的质量为168.3kg,将有90%材料被浪费;如果采用管材通过内高压成形该空心变截面梁,所用管材的质量仅17.2kg。采用内高压成形件制造既可以减轻结构质量,又可以节约材料。
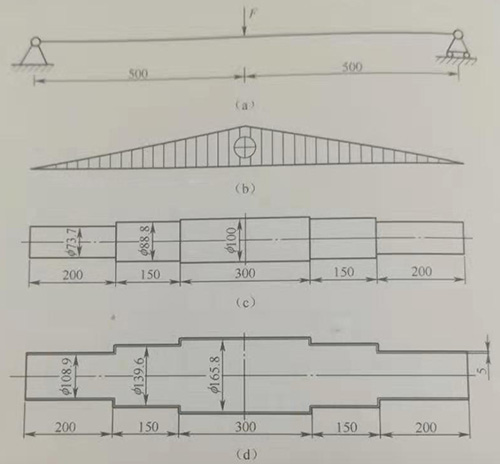
实心梁和空心梁比较(mm)(a)简支梁;(b)弯矩图;(c)实心梁;(d)空心梁。
宾果游戏 (4)采用封闭截面结构代替焊接截面结构。在传统的点焊或搭焊截面结构中,存在着焊接的法兰边,质量增加,同时由于焊点的存在,结构的疲劳性能低。
例如,对于同一个76.2mm×63.5mm的截面,分别采用三种不同的截面结构设计,如下图所示,其中图(a)为氩弧焊搭接结构,图(b)为法兰点焊结构,图(c)为整体封闭截面结构。
从减重效果来看,采用封闭截面结构代替搭接结构,可以减重9%;代替法兰点焊结构减重效果更明显,可以减重21%。
二、内高压成形优点:
宾果游戏 由于内高压成形能加工沿着构件轴线截面形状和尺寸不同的封闭空心截面零件,可以综合上述四种轻体结构设计途径,达到减轻质量、节约材料和简化工艺的目的。从工艺技术角度,内高压成形与冲压焊接工艺相比的主要优点有:
(1)减轻质量,节约材料。
宾果游戏 前面举例详细介绍了内高压成形件实现结构减重的方法。下表是汽车上采用冲压焊接件与内高压成形件的产品质量对比总体来说,对于框、梁类结构件,内高压成形件比冲压件减轻20%~40%;对于空心轴类件可以减轻40%~50%。
宾果游戏 (2)减少零件和模具数量,降低模具费用。
宾果游戏 内高压成形件通常仅需要一套模具,而冲压件大多需要多套模具。副车架零件由6个减少到1个;散热器支架零件由17个减少到10个。
(3)可减少后续机械加工和组装焊接量。
以散热器支架为例,散热面积增加43%,焊点由174个减少到20个,装配工序由13道减少到6道,生产率提高66%。
(4)提高强度与刚度,尤其提高疲劳强度。
仍以散热器支架为例,垂直方向提高39%,水平方向提高50%。
宾果游戏 (5)材料利用率高。
宾果游戏 内高压成形件的材料利用率为90%-95%,而冲压件材料利用率仅为60%~70%。
宾果游戏 (6)降低生产成本。
宾果游戏 根据德国某公司对已应用零件统计分析,内高压成形件比冲压件平均降低15%-20%,模具费用降低20%-30%。
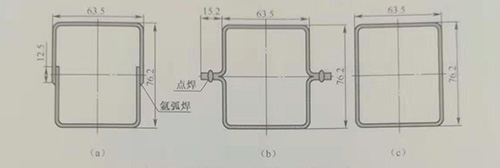
封闭截面和搭焊截面结构(mm)(a)MIG焊搭接结构;(b)点焊搭接结构;(c)整体封闭截面结构;

冲压件与内高压成形件的质量对比
三、内高压成形的主要缺点:
①由于内压高,需要大吨位液压机作为合模压力机。例如,对于内径100m和长度2.5m的管材,当成形压力100MPa时,合模力25000KN;当成形压力200MPa时,合模力50000KN
②高压源及闭环实时控制系统复杂,造价高。
宾果游戏 ③由于成形缺陷和壁厚分布与加载路径密切相关,零件试制研发费用高,必须充分利用数值模拟进行工艺参数优化。
【兴迪源机械内高压设备优势】
宾果游戏 兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。公司建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航天航空大学等院校开展长期的科研课题开发合作。
自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。