
宾果游戏 早在20世纪50年代,液压胀管已用于生产管路中使用的铜合金T型三通管和自行车车架上的连接件,所用成形压力小于25MPa,可生产的零件形状简单、精度低,主要问题是工艺参数可控性差。现代内高压成形与早期的液压胀管工艺本质区别在于:
①成形压力高,工业生产压力一般达到400MPa,有时达到1000MPa。
②工艺参数可控,内压与轴向位移按给定加载曲线实现计算机闭环控制,超高压力控制精度达到0.2-0.5MPa,位移控制精度达到0.05mm。零件形状复杂、精度高,可以整体成形三维曲线异形截面复杂结构件,主要用于汽车和飞机等机器零件的制造。
有两个方面的技术突破促进了内高压成形的发展:一是水介质超高压动密封技术,实现生产条件下400MPa以上长时间超高压稳定密封;
二是超高压计算机闭环控制技术,不但要实现对给定加载曲线高精度的跟踪,而且控制系统快速响应和反馈,以保证最快在30s左右完成个加工零件。
宾果游戏 汽车结构减重以节约燃料、降低废气排放和提高车身整体安全性的需求促进了内高压成形技术的快速发展。
20世纪80代初,德国和美国的研究机构和有关公司系统地开展了内高压成形的基础研究和应用技术。在德国,开展研究的大学主要有帕德伯恩大学和斯图加特大学,开展设备和零件研制的公司主婴有 Schuler公司、SPS公司和AP&T公司。在美国,开展研究和应用的主要有俄亥俄州立大学通用汽车公司(GM)、Van-Fom公司和 Hydrodynamic公司。德国帕德伯恩大学的 Dohmann教授是最早开始真正意义上的现代内高压成形技术基础研究的学者,他在 Journal of Materials Processing Technology杂志上发表的几篇代表性论文,成为内高压成形技术领域的经典之作。
内高压成形技术应用的主要行业有汽车、航空航天、自行车和管路等。汽车是内高压成形技术应用最广泛的行业,在汽车上应用零件种类包括:
宾果游戏 ①底盘类零件,包括副车架、后轴、纵梁和保险杠等;
宾果游戏 ②车体构件,包括仪表盘支梁、散热器支架、座椅框、上边梁和顶梁等;
③发动机与驱动系统,包括歧管和排气管件、凸轮轴和驱动轴等;
宾果游戏 ④转向和悬挂系统,包括控制臂和转向杆等。在飞机上的应用有空心框梁、发动机上中空曲轴和异形管件等。
在航天上应用火箭动力系统管路接头和异形截面进气道等。1990年,美国Van-Fom公司采用内高压成形技术为克来斯勒汽车公司的小型商用车生产了仪表盘支果该件是世界上第一个批量生产的汽车内高压成形结构件。1994年,福特汽车公司的 Conlour和 Mystique车型采用的副车架是北美地区第一个批量生产的汽车内高压成形底盘件。德国奔驰汽车公司于1993年建立了其内高压成形车间生产汽车底盘零件和各种结构件,随后大众公司和宝马公司等欧洲汽车厂商开始在多个车型上应用了内高压成形件。
德国、美国和目本等国家的许多学者通过理论分析、数值模拟和工艺实验系统地研究了失效形式与加载路径的关系、成形区间与成形极限,壁厚分布,管材性能测试和FLD建立、各向异性的影响、高压下的摩擦行为及预成形坯优化等基础理论问题。
宾果游戏 根据塑性变形特点,本书作者较早提出把内高压成形分为变径管、弯曲轴线管和多通管三类进行系统的基础理论和关键技术研究。
在变径管内高压成形方面,给出了缺陷形成机制、壁厚分布规律和壁厚分界圆,提出了“有益皱纹”作为预制坯的方法,并给出了“有益皱纹”需要满足的儿何和力学条件,研制了低碳钢、不锈钢和铝合金变径管;在弯曲轴线管内高压成形方面,把复杂截面抽象为矩形、梯形和长椭圆形三种典型截面,研究了典型截面过渡圆角充填行为、壁厚分布规律、缺陷形式及防止措施,提出了利用内凹形预成形坯降低整形压力的方法,并将其应用在汽车结构件的研制中;在多通管内高压成形方面,针对Y型斜三通管,研究了内压与位移匹配、补料比和中间冲头结构形式及后退速度对成形的影响,试制了薄壁不锈钢和大直径铝合金斜三通管。为了揭示内高压成形的塑性变形规律,针对三类内高压成形过程,给出了不同成形阶段、不同部位应力应变特点和典型点应力轨迹。
变径管的结构特点是中间一处或几处的管径大于两端,常用于汽车排气管、飞机和火箭管路系统。从结构上看,变径管又可以分为对称和非对称两种形式,如图1-7所示。非对称变径管又有上下不对称、左右不对称和完全不对称三种结构形式。膨胀率是衡量变径管内高压成形技术水平和难度的一个重要指标,是指从原始管材周长成为零件最大截面周长的变化率,它与零件材料成形区长度、润滑和加载路径有关。
对于塑性好的材料和成形区长度为管径2倍的对称结构变径管,在最佳加载路径的条件下最大膨胀率可以达到100%,图1-7(a)所示是德国SPS公司试制的不同膨胀率的变径管。对于铝金和低合金高强钢材料,最大膨胀率通常小于50%。
对于同样材料和成形区长度,非对称变径管山于变形的不均匀,成形难度大于对称结构,低碳钢非对称变径管的膨胀率一般小于60%。图1-7(b)所示的上下非对称结构变径管,通过次预成形后膨胀率为75%。为了获得较大的膨胀率,非对称变径管和低塑性材料通常需要一定形状的预成形坯。
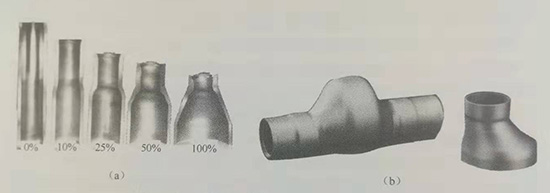
图1-7典型变径管件(来源:德国SPS公司)
(a)对称结构变径管;(b)不对称变径管。
采用“有益皱纹”作为预成形坏预先在成形区聚料,使得左右非对称低碳钢管的膨胀率达到75%,5A02铝合金对称管的膨胀率达到35%,该铝合金材料延伸率仅为12%。空心轴是变径管的种特殊结构,其特点是壁厚大,壁厚范围在4-8mm;材料强度高,多为低合金高强钢或中碳钢,因此成形压力高、变形不均匀、难度大。德国SPS公司用内高压成形技术制造 Wankel航空发动机空心曲轴。该轴材料为13CrMo,壁厚6mm,与实心轴相比减重48%。
宾果游戏 弯曲轴线异形截面空心结构件的轴线是二维或三维曲线,典型截面形状包括矩形、梯形、椭圆形以及这些形状之间的过渡形状。图1-8是两个典型的弯曲轴线异形截面空心结构件。副车架主管件是内高压成形技术最具有代表性的异形截面构件。
宾果游戏 图1—8(a)是德国 Schuler公司用内高压成形技术大批量制造的轿车副车架主管件。该件是一个典型三维曲线异形截面空心结构件与冲压件相比,内高压成形件零件数量由6个减少1个、质量减轻30%、生产成本降低20%和模具造价降低60%。图1-8(b)是一个轴线为二维曲线、截面非常复杂的空心结构件。对于轿车上应用的内高压成形结构件,管材外径通常不大于100mm,壁厚一般不超过3mm。
宾果游戏 目前世界上最长的低碳钢内高压成形件是美国通用汽车公司制造的长度12m的卡车纵梁。最长的铝合金内高压成形件是volvo大吉普上使用的纵梁,长度达到5m、铝管直径达到100mm,如图1-9所示。直径和壁厚最大的内高压成形件是瑞典APT公司制造的长度为1.8m的重型卡车后轴,直径达到了200m,壁厚达到了10mm,质量达到了60kg。
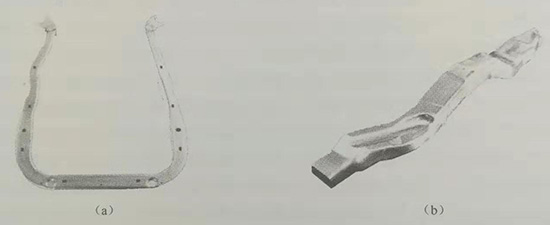
图1-8弯曲异形截面空心结构件(来源:德国 Schuler公司)
(a)副车架主管件;(b)边框梁。
多通管结构形式有T形三通管、Y形三通管、X形(十字)四通管和六通管等。在各种多通管中,Y形三通管为上下左右非对称结构,成形难度最大。
宾果游戏 多通管内高压成形的主要指标是支管高度,T形三通管支管高度可以达到1倍原始管径,Y形三通管支管高度可以达到0.75倍原始管径。由于不锈钢和铝合金多通管壁厚越来越薄,成形初期容易起皱使得内高压成形难度加大,对压力和位移匹配控制精度要求更高。目前,对于外径在30-50mm范围的管材,最薄的壁厚能达到约1mm。
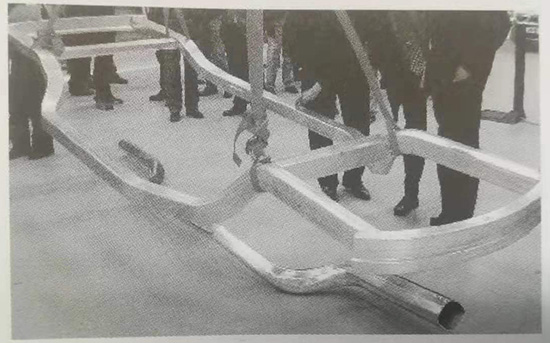
图1-9铝合金内高压成形件
液压冲孔是完成零件内高压成形后,在内压支撑下在零件上直接冲孔。其优点是在零件内部的高压液体相当于软凹模,支撑管壁不发生塌陷,在不能放置刚性凹模部位液压冲孔的优点更为突出。图1-8(a)所示副车架上的孔就是采用液压冲孔技术加工的。目前,液压冲孔最大直径在20mm左右,冲孔最大壁厚3~4mm,一次同时冲孔数量多达10个以上。
宾果游戏 液力胀接是以液体介质在轴管内加载产生局部变形,实现轴管和多个套环一次性整体连接的工艺方法,已经用于制造空心凸轮轴等轴类件。
【兴迪源机械内高压成形设备优势】
宾果游戏 兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。公司建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航空航天大学等院校开展长期的科研课题开发合作。

宾果游戏 自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。
宾果游戏部分文段和图片摘自:
《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
版权归原作者所有
如若侵权请联系删除