
内高压成形技术的精确范畴应该属于液力成形技术,内高压成形技术是一种新的制造技术,只有结合特定场合下的特殊应用才能表现出该项技术所具有的先进性和突破性。本文兴迪源机械带来内高压成形的概念原理、特点优势及在汽车上的应用。
一、内高压成形的基础理论:
1)概念:
内高压成形技术的精确范畴应该属于液力成形技术。现在国际上流行用液力成形来替换原先的液压成形的说法,由于液力成形更能精确地描述加工过程的实质,即通过液体传递的压强,作用在一定的加工表面,终极以液力的形式加工工件,使工件达到所要求的尺寸和外形。
一般液力成形(Hydro-forming)分为3种:壳液力成形(Shell hydroforming);板液力成形(Sheet hydroforming), 一般加压在600~800MPa;液力成形(Hydroforming),一般特指美国的管子液力成形(Tube hydroforming ),或是德国、欧洲的内高压成形(Internal High Pressure Forming)。简单的成形过程就是通过加压装置对封闭在模腔中内部布满液体的管件施加一定的压力,使液体具有极高内压力并活动,迫使管壁向内腔外形的空间活动而成形,最高的内压可以达到4000MPa。
国内汽车行业首先接触到的主要是德国公司的产品,因此习惯称这种成形技术为内高压成形。
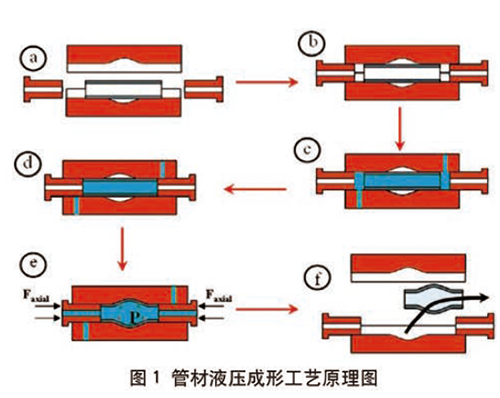
内高压成形是把管件作为加工对象,在管件内充入高压液体,使其对管件内壁 产生压力,用冲头密封管件两端,利用轴向进给为管件成形提供补料,使管件外壁完全贴紧模具型腔,从而获得所需形状零件的技术。管件的内高压成形过程通常可分为以下几步:
(1)将管件放入模具型腔,闭合模具,管件端部采用冲头密封。
宾果游戏 (2)将液体由密封冲头充入管件内部,对管件内部的液体施加压力,则管件在内压力和轴向补料的作用下发生变形,使管件外壁逐渐贴紧模具型腔。
(3)等管件外壁大部分部位贴紧模具型腔,再采用较大的内压力,使管件圆角等不易成形的部位也逐渐贴紧模具型腔,以得到所需形状的成形件。
2)原理:
宾果游戏 以采用内高压成形工艺加工T型管接头为例来说明内高压成形工艺的基本原理。在专门配合内高压成形工艺的专用液压机上配置可同时加工多个工件的双面模具,同时每个管子两端配有轴向密封压头(轴向挤压缸)和一个对向压头。管坯放在下模上,然後模具闭合,管坯两端由密封压头密封,接向管坯内腔注满压力介质,如油、水等。
宾果游戏 在实际成形过程中,轴向压头挤压管坯,使布满管内壁的压力介质产生很高的内压力。在管坯外形和模腔外形存在间隙的情况下,压力介质自然向该空间活动,同时作用在管壁上使管子胀形,直到管坯的外形与模具的内腔轮廓相符。另外,对向压头还能控制纵向材料的活动。借助整形压力,使工件外形完全符合模具的轮廓。这样可以在零件的尺寸和外形上达到很高的精度。最後打开模具,取出工件。
3)内高压成形特点优势:
宾果游戏 1、成形工序少 :
宾果游戏 内高压成形过程中,冲头对管件有密封作用,而其对管件轴向上施加的力为管 件成形进行补料,提高了管件的成形能力,对于多截面零件也能够实现一次成形。 另外,由于内高压成形件有着较好的整体性,所以使内高压成形件的焊接量减少, 甚至有些内高压成形件不需要组装焊接。
宾果游戏 2、所需模具少:
由于内高压成形件是一次成形,所以成形过程所需模具数量较少。例如,有些内高压成形零件上分布有装配孔,则该类零件就可以在内高压成形之后实施液压冲孔。液压冲孔时,管件内部的高压液体起到了凸模或凹模的作用,因此就不再需要单独制造凸模或者凹模,节约模具制造费用,从而降低了零件的生产成本。
3、成形质量好:
采用内高压成形所得零件,由于整体性比较好,所以其强度和刚度也较高。另外,内高压成形件的焊接数量较少,出现应力集中的焊接接头位置也随之变少,使内高压成形得到的零件质量较好。
4、污染小:
内高压成形技术是一种环保的成形技术,相对于传统冲压焊接,其噪声污染小工作环境较好,另外内高压成形所需的高压液体能够循环利用,对环境影响较小。
5、重量轻:
宾果游戏 内高压成形的初始加工对象是空心管件。据统计,在满足强度和刚度等要求的基础上,内高压成形所得零件的重量要比传统冲压焊接所得零件的重量轻15%-50% 。
二、内高压成形技术在汽车上的应用:
1)内高压成形技术在汽车管状副车架上的应用:

内高压成形技术是一种新的制造技术,只有结合特定场合下的特殊应用才能表现出该项技术所具有的先进性和突破性。结合内高压成形技术在汽车管状副车架上的应用(实物见图5)的例子,具体来说明内高压成形技术在汽车上的应用情况。
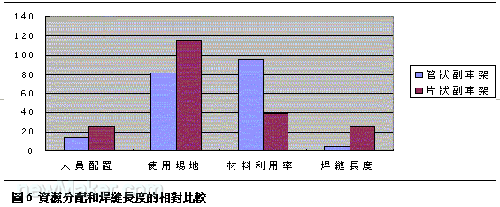
宾果游戏 主要是其制造工艺—内高压成形技术比精冲後焊接的技术含量高。从柱状图(见图6)可以清楚地看到,管状副车架的生产具有职员少、场地小、材料利用率高和焊缝少的特点。焊缝少直接影响到焊接的热变形小,保证了终极的装配精度。同时内高压一次成形复杂的加工表面,使管材经过均匀的连续塑变後冷作硬化,壁厚减薄程度一致,内、外表面连续、光滑地过渡,也能保证相当高的尺寸精度。
宾果游戏 空心的管材在变形过程中内部形成不中断的纤维组织,使整体的强度进步,结构强度的公道性增加。这一系列的优点也正是内高压成形技术本身的突破性和先进性应用於副车架的生产时的体现。但内高压成形技术也存在一个明显的弱点,它需要的一次性启动投资比较大,主要是专用设备的用度比较高。但是,工件数目的减少、工件结合面间的密封消耗,以及高强度、高空间利用率和重量轻等所带来的节约也是很可观的。
2)结论:
宾果游戏 从内高压成形技术在汽车上的应用实例,可以看出该项技术的几个特点:
(1) 内高压成形一次成形复杂外形,使管材结构强度进步;
宾果游戏 (2) 内高压成形产生均匀、连续的塑性变形,壁厚减薄程度一致,轻易控制装配尺寸;
宾果游戏 (3) 控制变形的关键是控制轴向力不超过关键成形力FU,保证不出现管壁不规则压缩的现象;
(4) 内高压成形技术的明显的弱点是一次性启动投资比较大。
【兴迪源机械内高压技术优势】
兴迪源机械(Xingdi Machinery)是一家专注流体压力成形技术的锻压设备制造企业。自2007年创立以来,公司一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。

宾果游戏 兴迪源机械自2010年开始组建超高压液力成形技术团队,突破了成形压力100MPa-250MPa的技术难关,研发出“内高压成型设备”并投入用户生产现场。至今,公司已是创立超过10年的实力企业,已掌握了成形压力为500MPa的技术,并向市场提供了合模力4000吨、成形压力达500MPa以内的各种规格的内高压成型液压设备数十台套,技术研发成果在国内同行的民营企业中达到优异水平。