宾果游戏 【作 者】冯莹莹;孙晓倩;贾越;骆宗安;吴庆林
宾果游戏 【前 言】
内高压成形技术不仅能够减轻产品重量、实现产品轻量化,更能提高产品的强度及刚度,是一种接近净成形的先进塑性成形技术,并已成为管材成形技术领域的研究热点[1-4]。而Y形管由于自身结构的上下及左右的不对称性使得其成形工艺尤为复杂,在内高压成形过程极易出现胀破、褶皱及壁厚分布不均匀等缺陷[5-8]。
本文对背向冲头进行了相应的改进,采用了与主管相平行的背向冲头(图1),可有效减少支管顶端出现胀破的机率,利用DYNAFORM有限元数值模拟软件研究内压力、补料比等影响因素对Y形管成形效果的影响。通过对比不同影响因素水平下的Y形管的壁厚减薄率、壁厚分布、应力应变分布等,研究不同影响因素的影响规律及机理,明确制备成形效果优异的Y形管的各影响因素的参考范围,并对相应的模拟结果进行实验验证。
【结 论】
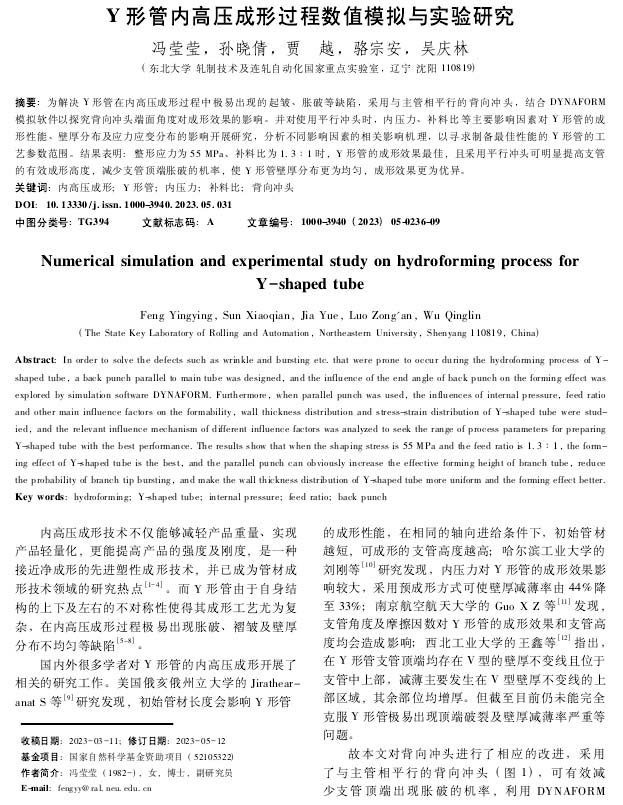
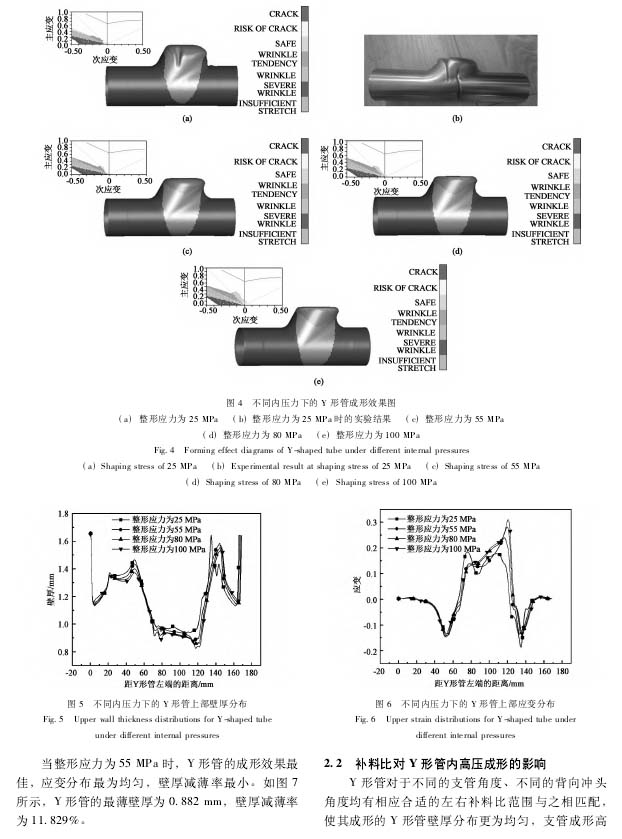
(1)内压力过低会使Y形管轴向起皱,且后期无法展开;在成形的后期,内压力不合适仍会使Y形管出现过渡区内凹或胀破等缺陷。
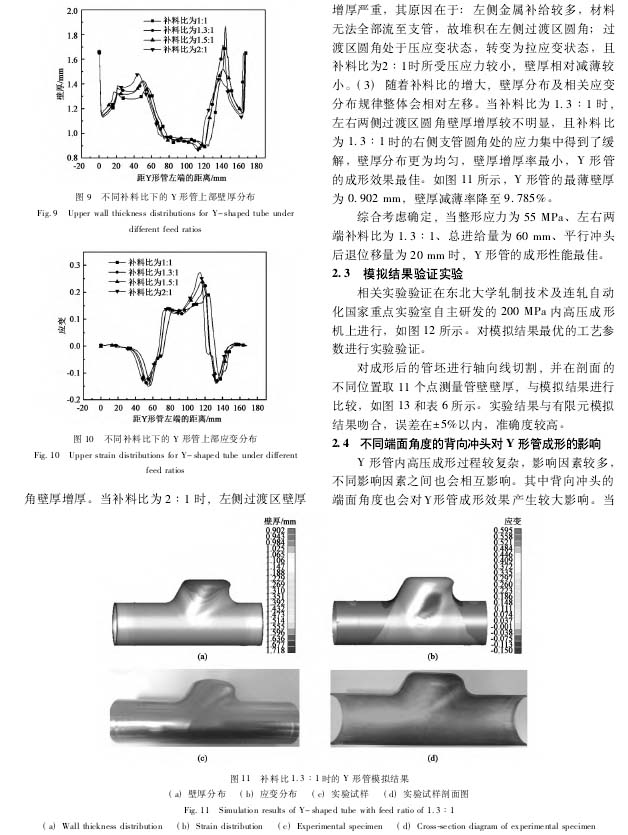
(2)补料比主要对Y形管的壁厚分布造成影响,补料比不合适会使过渡区出现内凹等缺陷,且由于右侧过渡圆角小,金属流动阻力大,使得右侧过渡圆角更易出现内凹的缺陷。
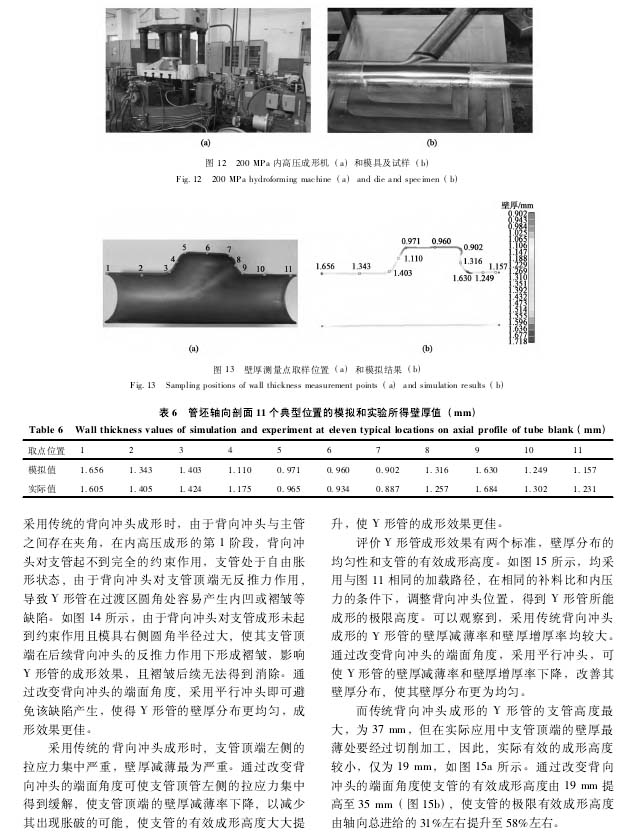
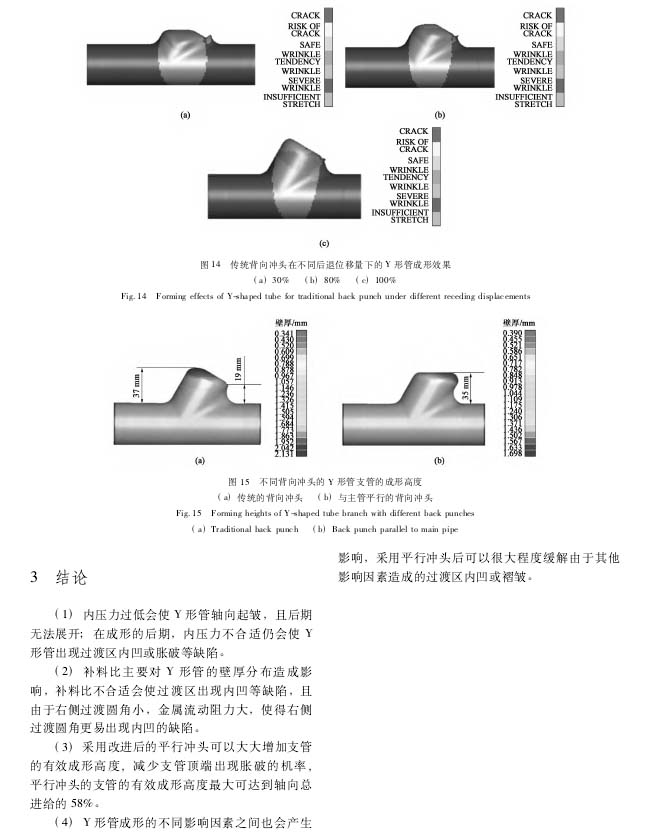
宾果游戏 (3)采用改进后的平行冲头可以大大增加支管的有效成形高度,减少支管顶端出现胀破的机率,平行冲头的支管的有效成形高度最大可达到轴向总进给的58% 。
(4)Y形管成形的不同影响因素之间也会产生影响,采用平行冲头后可以很大程度缓解由于其他影响因素造成的过渡区内凹或褶皱。
以下是正文: