
本文介绍的仪表盘支架零件图和内高压成形件材料为低碳钢,屈服强度为205MPa,抗拉强度为260MPa,延伸率为36%。本文兴迪源机械带来仪表盘支架内高压成形过程详解。
一、仪表盘支架零件成形的难点:
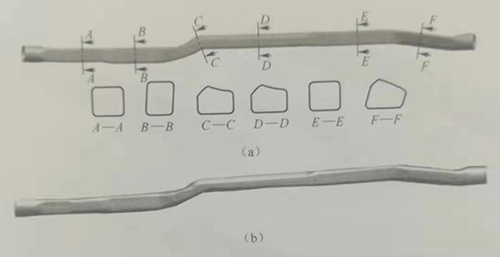
图3-50所示为仪表盘支架零件图和内高压成形件。材料为低碳钢,屈服强度为205MPa,抗拉强度为260MPa,延伸率为36%。该零件成形的难点:
①轴线很长,长度达到1600mm,且零件的轴线为空间曲线,所需设备的台面尺寸要求较大;
②沿轴线具有多个不同的多边形截面,包括矩形、平行四边形、五边形及异型截面等,由于各个截面之间的过渡形状复杂,给预成形带来很大的困难;
宾果游戏 ③管壁很薄,只有1.75mm,不容易实现管端的密封;
④沿轴向两侧不对称,容易导致材料的变形不均匀;
⑤管材为焊管,焊接导致管材的力学性能不均匀,焊缝和热影响区的力学性能明显低于母材。
二、仪表盘支架的典型成形过程:
宾果游戏 仪表盘支架的典型成形过程包括:弯曲、预成形和内高压成形。对于弯曲过程,由于弯曲半径小,导致在弯曲的过程中弯角内侧容易起皱,采用合理结构芯棒及采用防皱块的方式可避免内侧的起皱。
预成形是仪表盘支架成形的关键工序,通过合适的预压工序,实现了材料的预先合理分配,保证了内高压成形时在周向变形的协调性,避免了局部起皱和开裂的缺陷,成形出如图3-50(b)所示的合格零件,零件的圆角尺寸达到了设计的要求,而且表面无起皱。
【兴迪源机械内高压设备优势】
兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。公司建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航空航天大学等院校开展长期的科研课题开发合作。

自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。
部分文段和图片摘自:
《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
版权归原作者所有
宾果游戏 如若侵权请联系删除