
宾果游戏 本文兴迪源机械带来超高强钢(780MPa)扭力梁内高压成型,管件为V形截面结构,沿轴线方向截面变化复杂,截面周长变化大。
一、扭力梁数模及典型截面:
图3-70为扭力梁三维图及典型截面形状。管件为V形截面结构,沿轴线方向截面变化复杂,截面周长变化大。沿轴线方向分析截面的宽度变化,从端部到中间截面形状变化,截面最大宽度为120mm,位于端部区域(I-I截面),最小宽度为90mm,位于中间区域(A-A截面)。管坯材料为先进高强钢,抗拉强度σb=780MPa,硬化指数n=0.10,强度系数K=1050MPa。
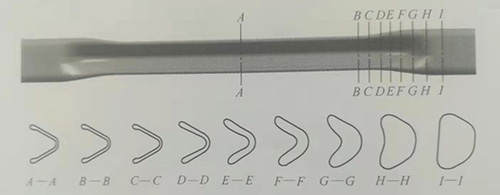
图3-70扭力梁数模及典型截面形状
二、扭力梁内高压成形加载路径:
在内高压成形过程中,加载路径通常包含三方面:
①合模力随时间变化曲线;
②内压随时间变化曲线;
③轴向补料量和内压之间的关系。
图3-71为扭力梁内高压成形过程中的加载路径,其中图3-71(a)为合模力和内压随时间的变化曲线,采用可变合模力,即内压随合模力变化而变化,在加载初期,设备提供个较小的合模力,随着内压的增加,合模力按比例逐步增加,始终大于内压产生的反作用力。
图3-71(b)为成形过程中轴向进给和内压的匹配关系,其中初始内压是用来避免因轴向力引起的屈曲。
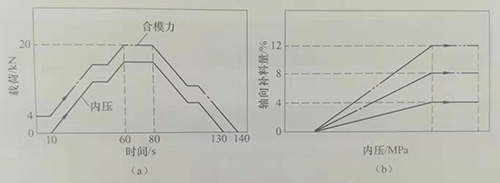
图3-71扭力梁内高压成形加载路径
(a)合模力与时间关系;(b)轴向补料量与内压关系。
三、扭力梁内高压成形过程及壁厚变化:
轴向补料量对扭力梁内高压成形件的厚度分布和成形精度有着重要的影响。图3-72分别给出了内高压成形过程中相对补料量(轴向补料量和零件长度的之比)分别为4%、8%和12%时扭力梁壁厚分布的数值模拟结果。
可以看出,当轴向补料量为12%时,在管端和中间V型截面的过渡区域出现屈曲,而轴向进给为4%-8%时,成形效果最佳。在合理的加载路径的情况下,扭力梁可以顺利实现成形,无开裂缺陷产生。
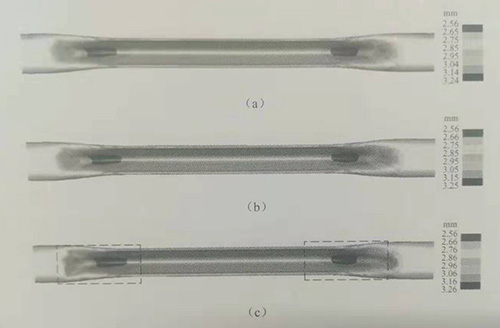
图3-72扭力梁内高压成形过程及壁厚变化
(a)补料量4%;(b)补料量8%;(b)补料量12%。
四、扭力梁内高压成形缺陷:
当预制坯形状不合理时,合模过程中在管件中间V型截面和端部截面的过渡区域会出现飞边缺陷,如图3-73(a)所示。而在内高压成形过程中,当轴向进给大于8%时,在端部过渡区域会出现起皱缺陷,即使采用很高的整形压力皱纹也难以消除,如图3-73(b)所示。只有当采用合理的预制坯形状和合适的加载路径时,才能成形出合格的扭力梁内高压成形件,如图3-74所示。
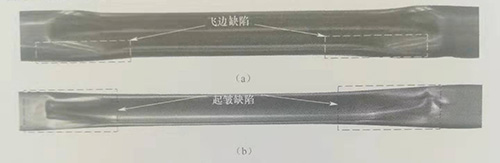
图3-73扭力梁内高压成形缺陷
(a)飞边缺陷;(b)起皱缺陷。

图3-74扭力梁内高压成形件
五、扭力梁尺寸偏差:
轴向进给可以显著改善零件的尺寸精度,图3-75给出了扭力梁内高压成形件尺寸精度测量结果。当没有轴向进给时,最大尺寸偏差为2.7%,位于端部位置;当轴向补料量为4%时,最大尺寸偏差降低到1.5%;而当轴向进给增加到8%时,整个扭力梁的尺寸偏差在0.5%以内,满足设计要求。
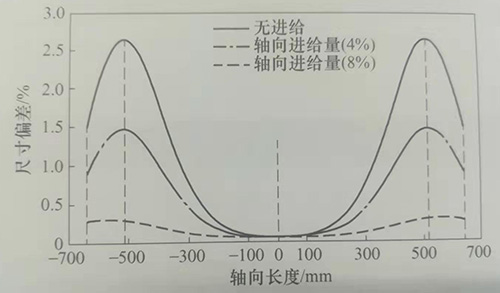
图3-75扭力梁尺寸偏差
【兴迪源内高压设备优势】
兴迪源机械是先进轻量化成形技术的提供者,从产品研发、设备生产、模具研制、方案定制,直至最终交付及提供增值服务,我们为客户提供的不仅仅是一台设备,而是一整套智能制造成形方案。

宾果游戏 为打造国家品牌名片,提高企业知名度,树立企业形象,兴迪源团队本着“不忘初心,不忘创新,一贯追求精益求精”的工匠精神,以精湛的技术、上乘的品质、合理的价格、专业的服务为理念,只为提供优质产品。
部分文段和图片摘自:
《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
版权归原作者所有
如若侵权请联系删除