
内高压成形也被称为压力顺序内高压成形,液压胀形分为管材膨胀和多分支组件,本文兴迪源机械带来多压力内高压压成形及液压胀形的原理及工艺。
一、多压力内高压压成形的原理及工艺:
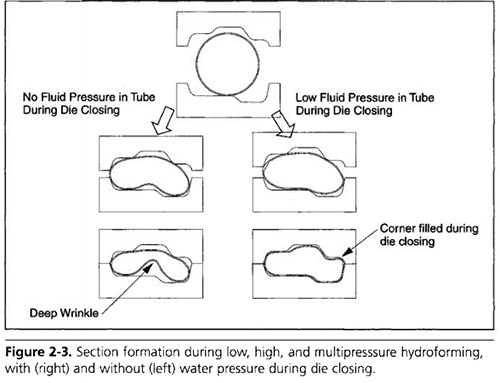
宾果游戏 内高压成形也被称为压力顺序内高压成形(PSH)。对于多压力工艺,流体被引入管,而模具仍然打开,压力增加到模具关闭压力,一旦模具关闭,压力增加至标定压力。
在模具关闭阶段,液体充当芯轴,并且这样可以避免表面过度变形和起皱。
宾果游戏 图2-3比较了压力内高压成形模具关闭时零件中有水压和无水压时的截面形状。被夹在上下模分模线之间的材料的依赖性也显著降低。通过关闭刀具的动作,材料也被填充到截面拐角处,如图2-3所示。
如果线段长度的扩展保持在在1-3%范围内,多压力液压成形具有低压液压成形的所有优点,能够形成与高压液压成形工艺相似的复杂截面。
利用该方法,可以显著减少或消除润滑需求,改善表面质量。即使在较低的成形压力下也能实现。
带标定压力的多压力液压成形工艺在10000-25000磅/平方英寸(69-173兆帕)范围内,这些压力似乎是合适的,对于大多数汽车底盘和车身结构来说,这些压力也达到了良好的穿孔质量。
二、液压胀形的原理及工艺:
液压胀形分为两类:管材膨胀和多分支组件,如T形截面。液压胀形过程中的压力顺序如图2-4所示。
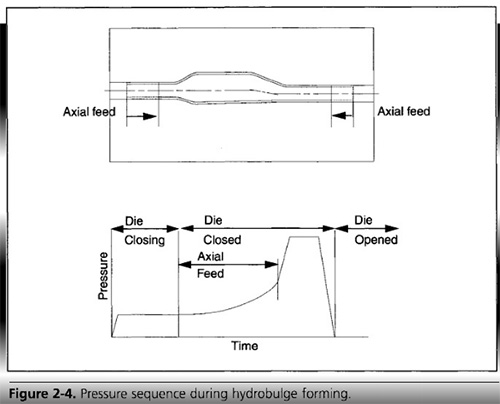
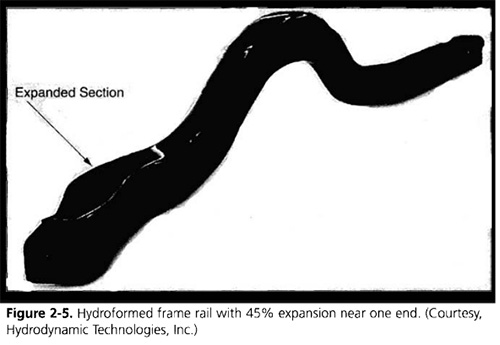
在胀形过程中,相当长的管子被推入模腔。一般来说,这样做是为了在长液压成形构件末端附近获得更高的膨胀率,如图2-5所示。
绘制截面分支T形截面和Y形接头,如图2-6所示。
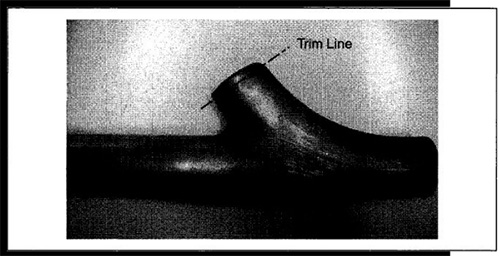
图2-6
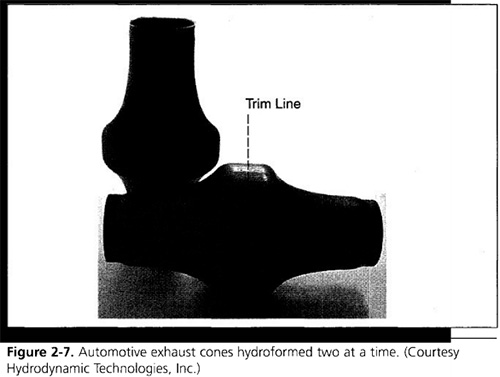
宾果游戏 在材料厚度最小的情况下展开排气部件和轴,如图2-7所示。
宾果游戏 具有多个分支或凸起/展开的组件区域需要根据零件内部的端部进给压力精确控制轴向进给。
宾果游戏 端部送料过程大大提高了材料的成形性。了解这种材料在端部送料过程中的行为的最佳方法是在成形极限图(FLD)上绘制主要与次要序列。
微小的应变沿着其由端部力引起的长度,而主要应变由内压引起,端部进给和内压被控制在FLD图所示的恒定厚度线上。沿等厚度线的过程可以推进多远取决于截面形状和膨胀量。
截面膨胀引起的几何变化和摩擦阻力的增加与沿长度方向的压缩力相反,直到不再产生较小的应变。
【兴迪源机械液压成形设备优势】
兴迪源机械以流体压力成形技术为核心,主导产品有:内高压成型设备、板材充液成形设备、管材零件液压成形设备、水胀液压成形设备、多工位连体液压拉深设备、四柱式液压机设备、框架式液压机设备等,并可按照客户的需求设计制造特殊的非标液压设备、非标油缸、非标液压系统和配备自动化传动系统。

宾果游戏 兴迪源生产的液压机设备广泛用于航天航空、核电、石化、汽车配件、自行车部件、五金制品、仪表仪器、医疗设备、家用电器、家用器皿、卫生厨具等制造行业。