
宾果游戏 在设计过程的早期,必须建立适当的方法,将液压成形组件集成到结构组件中;这是必要的,以确保具有所需的结构性能(强度、刚度、疲劳寿命等)的接头可以在生产中经济和安全地实现。本文兴迪源机械带来液压成形组件的装配方法及焊接技术解析。
一、内高压成形组件的装配方法:
在设计过程的早期,必须建立适当的方法,将液压成形组件集成到结构组件中;这是必要的,以确保具有所需的结构性能(强度、刚度、疲劳寿命等)的接头可以在生产中经济和安全地实现。
宾果游戏 选择的连接方法和产品设计还应考虑到精确的夹具(滑动面)和装配设备(例如焊枪)所需的间隙。
宾果游戏 金属板液压成形组件通常不需要任何特殊考虑,因为这些零件类似于常规冲压面板,最流行和最经济的连接方法是电阻点焊,然而,这种连接方法不容易适用于通常没有法兰的管状液压成形部件,并且在只有外表面可连接的情况下分段封闭。
宾果游戏 此外,传统的金属板通常是柔性的,并且焊接枪可以在组装过程中将表面拉到一起,这是不容易用管状液压成形部分做得更硬的。
对于管状部件,必须设计接头,以便在关键方向上包括一定量的滑动,以便连接。管形液压成形组件的合适连接方法常用于MIG焊接、点焊、激光焊接和螺纹紧固件。
二、焊接技术简介:
焊接技术是一门先进的学科,拥有经验丰富、素质良好的焊接工程师,他们可以借鉴冶金、物理和制造工程师领域的知识。目前有许多可证明的焊接技术可供使用。对于最具成本效益的焊接方法和生产设备的最佳选择,在设计过程的早期阶段寻求有经验的焊接工程师的指导。
以下是对用于组装液压成形部件的最成熟焊接技术的简要说明。
这些技术包括:
1)熔化极惰性气体保护焊;
2)点焊;
3)激光焊接。
三、熔化极气体保护焊简介:
mig(金属惰性气体)或gmaw(气体保护金属电弧)焊接是目前汽车管状液压成形件最常用的焊接方法。
MIG焊接工艺普及的主要原因是:
1)相对经济;
2)只需要从外表面进入;
3)提供足够的接头结构性能;
宾果游戏 4)可以手动或自动使用于编程机器人。
在mig焊中,小直径的焊丝是由线圈供给的焊接区域。当导线接触部件接合区域时,会产生电弧。连续电弧产生足够的热量来熔化填充线和连接表面。
宾果游戏 金属的钼池被包裹在惰性气体或气体混合物中,以防止与大气中的氧和氮发生氧化。保护气体要么通过焊枪(焊枪)输送到熔池区域,要么通过燃烧助焊剂在局部产生,助焊剂被输送到焊丝芯部区域。如果使用药芯焊丝,该工艺称为药芯焊丝电弧焊(fcaw)。
宾果游戏 从接头完整性的角度来看,MIG焊接接头区域包括三个主要关注区域,如图6-1所示,区域1是焊接在一起的母材,区域2是热影响区域,区域3是凝固的熔融金属。这些区域中的每一个可以显示显著不同的冶金特性(晶粒尺寸、化学和表面细化),并且可以具有不同的机械性能(屈服应力和伸长率)。
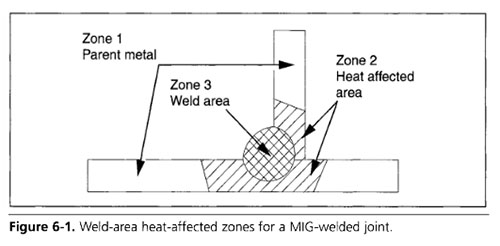
母材(1区)通常会因先前的成形工艺而硬化,从而获得较高的屈服强度。在焊接过程中,靠近焊缝(2区)的材料被加热到高温,然后通过将热量传导到周围的金属和空气中来冷却。在该区域,加热和冷却等同于退火/回火的热处理过程,通常会消除所有加工硬化效应,并将材料软化至BAS材料的机械性能。
宾果游戏 这是成形过程中由于加工硬化而没有利用材料屈服应力增加的主要原因之一。
宾果游戏 在焊接过程中,填充金属丝和焊接区域中的材料是熔融的(区域3),可以被比作一个微型铸件。铸件中可能出现的一些缺陷(气孔、熔渣、表面氧化、脆性等)也可能存在于凝固的焊接区域中。
宾果游戏 应选择焊接工艺和参数(GMAW、FCAW、填充焊丝保护气体的选择、焊接速度、功率设置等),以尽量减少接头区域材料冶金和机械性能的差异。否则,接头中最弱的区域将损害接头的完整性。
【兴迪源机械内高压设备优势】
兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。公司建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航空航天大学等院校开展长期的科研课题开发合作。

自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。