
宾果游戏 拉拔芯棒(DOM)管材是由完全退火的ERW管材经冷拔工艺制成的,锥形管坯和具有大壁厚比的管坯是由单个矩形坯压制或轧制,本文兴迪源机械带来内高压成型管材材料选择之拉拔芯轴管及辊压成形管。
一、拉拔芯轴管:
宾果游戏 拉拔芯棒(DOM)管材是由完全退火的ERW管材经冷拔工艺制成的。管坯被拉过模具,模具内有或没有芯轴。
内有芯轴的管子尺寸非常精确,材料性能均匀。在冷拔操作后,管子没有被恶意化或退火到所需的机械性能。dom管的尺寸通常为0.375到12.5英寸(9.53到317.5毫米),管壁系数为10到50。
二、辊压成形管坯:
宾果游戏 锥形管坯和具有大壁厚比的管坯是由单个矩形坯压制或轧制,然后激光或等离子焊接而成。自20世纪80年代以来,这项技术已成功应用于制造壁厚系数高达750的管状坯料(例如,用于干衣机的液压滚筒),目前使用该工艺生产的管坯仅限于特定用途。
由于汽车工业的需求日益增长,利用该工艺生产管材的专用设备可以集成在液压成形生产线中。这些机器的设备制造商声称已达到每小时100个零件的生产率。设计带有额外焊接头的设备有助于提高生产能力。这种成形方法生产出的管子重量最小。
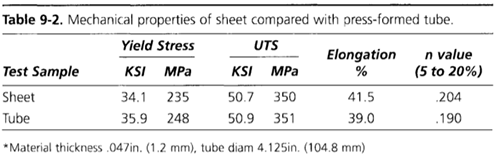
宾果游戏 管壁系数为88的典型拉伸试验结果如表9-2所示。注:板材和管材的机械性能变化很小
三、挤压管段:
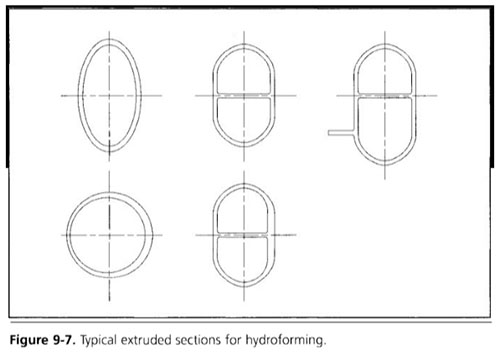
宾果游戏 可以使用挤压过程创建复杂的管状截面。如图9-7所示,可以制作具有可变壁厚的规则管状截面以及具有单个或多个单元和法兰的截面。这个过程最常用于制造各种铝合金的管状型材。
挤压过程从加热到900-950华氏度(480-510摄氏度)的材料开始。加热后的车票用冲压机通过具有所需截面形状的挤压工具推动。
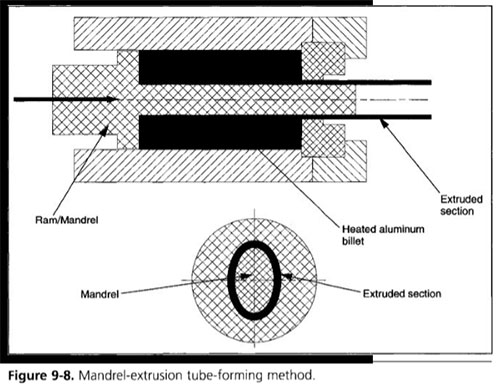
挤压型材的两种主要生产方法是芯棒挤压和分流孔挤压。芯棒挤压,如图9-8所示,适用于单腔截面。在挤压步骤之前,票据需要穿过中心。这种方法产生的截面厚度变化较大,因为芯棒可以在挤压过程中左右偏转或摆动。
宾果游戏 这种方法的主要优点是在挤压型材中没有焊缝,如图9-9所示,孔挤压可以使型材具有更高的复杂性。
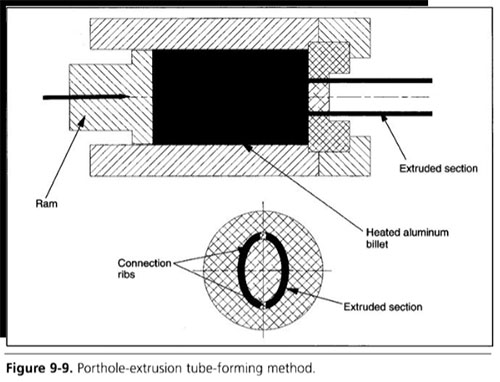
在挤压工具中,制造空心截面所需的中心型芯通过连接肋保持在原位。在挤压过程中,材料在这些加强筋周围流动,在很大的压力下聚集在一起并焊接在一起。
宾果游戏 通过控制材料温度和挤压速度可以获得高质量的焊缝。当挤出部分退出挤出工具时,它是冷的,根据铝合金和所需的机械性能,采用各种方法(空气冲击、细水雾或水淬火)。
时效硬化合金(6000系列)在完全退火条件下表现出非常不稳定的力学性能。通常需要对T4进行进一步的热处理或时效硬化,以获得所需的适用于液压成形的机械性能。
宾果游戏 由于挤压过程中不可避免地会出现截面周边的壁厚变化,因此产品设计和液压成形工艺要求应与挤压供应商讨论。
对于大批量生产中的经济管材,在规划的早期阶段对挤压生产方法和生产设备能力进行评估是非常重要的。
【兴迪源机械内高压成形设备优势】
兴迪源机械自2010年开始组建超高压液力成形技术团队,突破了成形压力100MPa-250MPa的技术难关,研发出“内高压成型设备”并投入用户生产现场。

宾果游戏 至今,兴迪源已是创立超过10年的实力企业,已掌握了成形压力为500MPa的技术,并向市场提供了合模力4000吨、成形压力达500MPa以内的各种规格的内高压成型液压设备数十台套,技术研发成果在国内同行的民营企业中达到优异水平。