
大多数内高压成形部件要求管子弯曲成部件的一般形状,这样就可以安装在模腔中,在弯曲操作过程中,管材受到过大的拉伸和压缩应变,对于内高压成形应用,弯曲管的两种主要方法是内高压弯曲和旋转拉伸弯曲。本文兴迪源机械带来内高压弯曲及旋转拉伸弯曲的过程详解。
一、内高压弯曲过程详解:
此方法仅适用于某些零部件几何图形,其中折弯主要位于单个平面中;弯曲是在液压成形模具中通过模具关闭的动作产生的,如图10-1所示。
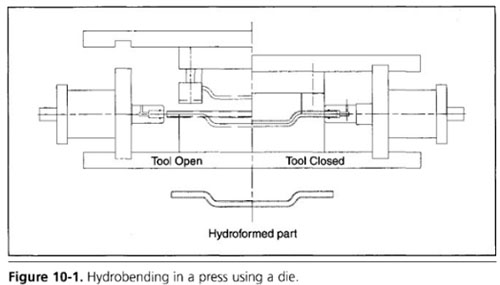
宾果游戏 此示例显示四个弯板,此方法应尽可能实现。使用它,一个单独的弯曲操作被消除,导致节省资本支出,降低零部件成本。
宾果游戏 与使用CNC弯曲毛坯的传统液压成形相比,该方法所需的液压成形模具将需要一些不同的考虑因素(由于液压成形公司认为液压成形模具设计元素是专有的,因此尚不可能进一步讨论该方法)。
二、旋转拉伸弯曲过程详解:
宾果游戏 这种方法是在液压成形模具外弯曲薄壁管的最流行、最经济的方法。所使用的弯曲机可以是计算机数控CNC)或手动控制(Oldacre 1997)。
宾果游戏 典型的旋转拉伸弯曲机如图10-2所示,图10-3显示了旋转弯曲的一系列典型弯曲步骤。
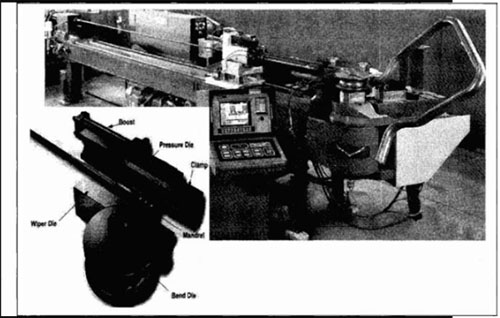
图10-2
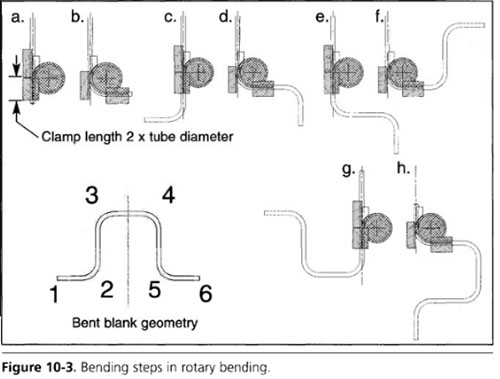
宾果游戏 将管子装入弯曲机后,操作顺序为:
a.旋转管子,使焊缝朝向所需位置,并将管移动到第一个弯板的位置,这个步骤的典型时间是2到3秒;
宾果游戏 b.夹紧模关闭,将管子夹在夹紧模和弯曲模镶块之间,管内的芯轴前进到位。弯曲和夹紧模具在压力模具的帮助下,旋转并拉动弯管周围的管。心轴向后抽出,典型的时间是3秒;
宾果游戏 c.管向前移动并旋转到第二个弯,典型时间是1秒;
宾果游戏 d.第二个弯板重复步骤b中列出的机器动作;
e.管向前移动到第三个弯板的位置;
宾果游戏 f.第三个弯板重复步骤b中列出的机器动作;
g.管向前移动到第四个弯板的位置;
宾果游戏 h.对第四个弯板重复步骤b中列出的机器操作;
i.一旦形成最终弯曲,弯曲毛坯将从弯曲机上移除。
【兴迪源内高压成形设备优势】
宾果游戏 兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。公司建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航空航天大学等院校开展长期的科研课题开发合作。

宾果游戏 兴迪源机械自2010年开始组建超高压液力成形技术团队,突破了成形压力100MPa-250MPa的技术难关,研发出“内高压成型设备”并投入用户生产现场。至今,公司已是创立超过10年的实力企业,已掌握了成形压力为500MPa的技术,并向市场提供了合模力4000吨、成形压力达500MPa以内的各种规格的内高压成型液压设备数十台套,技术研发成果在国内同行的民营企业中达到优异水平。