
宾果游戏 预成形夹具或工具设计必须适应回弹,并产生可重复成形的管状坯料;在液压成形操作之前或之后,某些部件可能需要扩大或减小管坯的端部直径;选择合适的材料和设计合适的产品,热处理往往可以从生产过程中消除。本文兴迪源机械带来内高压成型的预成形、管端挤锻及热处理过程解析。
一、预成形过程解析:
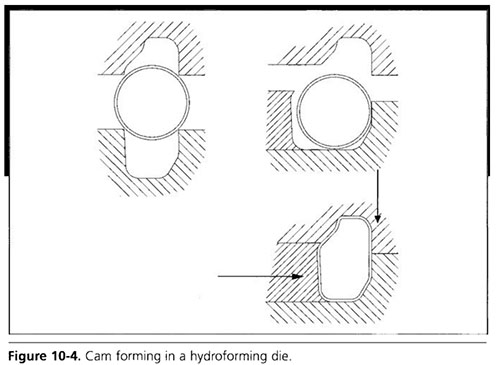
对于管直径大于模腔开口的横截面形状,如图10-4所示,管截面必须预先成形,或者模具必须设计有移动的部分。这使得管坯可以放置在下模中,而无需在模具关闭期间标记或挤压材料。
宾果游戏 如果需要更多的预成形,应考虑在液压成形工具中包含凸轮传动部分,如图10-4所示。
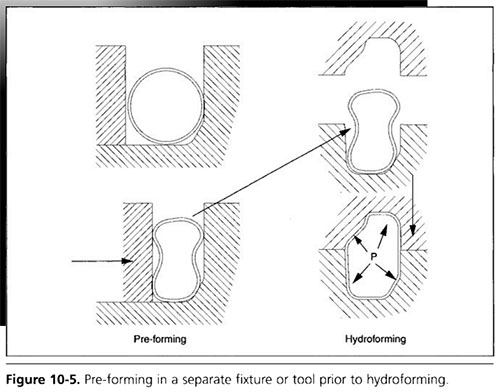
在一个单独的夹具中,在一个单独的夹具中,在图10-5中,或在一个低压力印刷机的预成形工具中,预先形成较大长度的毛坯。在预成形操作过程中,有明显的回弹。
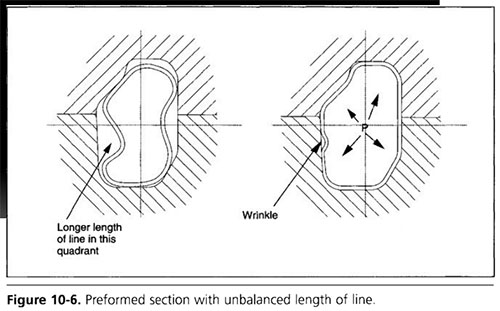
宾果游戏 预成形夹具或工具设计必须适应回弹,并产生可重复成形的管状坯料。预成形截面不应高度扭曲,并出现深度褶皱。即使在高成形压力下,这些皱纹也不会完全消除,如图10-6所示。
宾果游戏 较深的皱纹也有可能将材料聚集到局部区域,产生不平衡的线长状况。在图10-6所示的预成形部分中,有褶皱的象限具有较长的线长度。
二、管端挤锻过程解析:
在液压成形操作之前或之后,某些部件可能需要扩大或减小管坯的端部直径。这可以是一种定径操作,其中液压成形部件必须插入或覆盖另一个部件,或使用机械端锻机进行扩展,管子或液压成形零件的端部可以锻制。
在某些应用中,端部的挤锻或成形可以减少部件的端部废料。通常,对于低碳钢管,端部附近的直径可以用25%的冲模冲出这种方法。
中间退火可以使材料得到较大的收缩或膨胀。锻压工艺需要一些专用工具,在设计过程的早期阶段,应与锻压机供应商讨论。
三、热处理过程解析:
选择合适的材料和设计合适的产品,热处理往往可以从生产过程中消除。然而,有些零件形状只能通过中间退火的多个成形步骤来产生。每一种材料经过一个成形过程,它的应变硬化(工作硬化),其延伸率降低。
宾果游戏 如果再加工不足以进行后续操作,则需要对材料进行退火,以恢复其成形性能,即延伸率和N值。由镀锌钢制成的管子不能通过退火处理,因为涂层会被烧掉或蒸发掉。对于管内高压成形,钢构件的第一个成形步骤是管的滚压成形。
如果管成型操作使材料硬化到不可接受的程度,则可以在磨机中将管连接到所需的机械性能。与液压成形制造厂的退火相比,工厂退火通常是最经济的方法。
宾果游戏 在弯管操作或其他中间成形步骤期间材料应变硬化的严重性也可能需要在最终成形操作之前进行材料退火。在这种情况下,可能的解决方案是:
1)使用感应加热对部件进行局部加热线圈;
2)采用烘箱和连续输送机进行在线热处理系统;
宾果游戏 3)厂外批量退火。
无论采用哪种方法,重要的是热处理表面不氧化(结垢),称为光亮退火。坯料表面的氧化层在液压成形工具中充当磨料,导致刀具磨损过度和工具腔堵塞。
宾果游戏 如果中间热处理是一种工艺要求,则在设计过程中必须很早地考虑其实施的物流,所需的资本支出、空间分配、工厂布局修改、能源消耗、环境影响和安全问题都需要事先解决。
【兴迪源机械内高压成形设备优势】
兴迪源机械(Xingdi Machinery)是一家专注流体压力成形技术的锻压设备制造企业。自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。

宾果游戏 兴迪源机械自2010年开始组建超高压液力成形技术团队,突破了成形压力100MPa-250MPa的技术难关,研发出“内高压成型设备”并投入用户生产现场。至今,兴迪源机械已是创立超过10年的实力企业,已掌握了成形压力为500MPa的技术,并向市场提供了合模力4000吨、成形压力达500MPa以内的各种规格的内高压成型液压设备数十台套,技术研发成果在国内同行的民营企业中达到优异水平。