
并非所有液压成形部件都需要进行端部修整操作,锯切是最简单和最具成本效益的方法修剪结束或分离双附件,剪切可用于修剪液压成形构件的端部;本文兴迪源机械带来液压成形过程中端部修整、锯切及锯切的过程详解。
一、端部修整:
并非所有液压成形部件都需要进行端部修整操作。通常,组件的设计可以使组件的端部被推到所需的长度。要实现这一点,需要应用这些设计指南。
1)端部不应膨胀:
截面线的长度应与管的周长相同。
宾果游戏 2)端部必须是直的,并与端部附近的构件轴线保持直角:
需要端部修整或分离的部件(如果液压成形操作是双重连接的)可以采用锯切、剪切或激光切割。
宾果游戏 对于大容量生产线,修边操作遵循液压成形操作。
部件可以手动或自动转移到切边站。
二、锯切:
宾果游戏 锯切是最简单和最具成本效益的方法修剪结束或分离双附件。只有直接切割是可能的,切割站可以是手动或全自动的,可以同时进行多次切割。
锯片需要常规的锐化,更换锯片是很常见的,适当维护的锯片可产生质量良好的无毛刺切割边缘。这种切割方法可在下次操作前产生可能需要清洁/去除的切屑。
宾果游戏 一个适当设计的系统应该能够保持与上游液压成形操作相同或更快的循环时间,图10-7显示了一个典型的锯切站。
三、剪切:
剪切可用于修剪液压成形构件的端部,剪边的两种主要方法是:刀片剪边和摆振模架剪边。
1)使用刀片切断:
在这种方法中,液压成形部件由压型模、凸轮或液压操作的外部支撑。部件端部在叶片和模具边缘之间剪切。
根据部件端部轮廓,可能需要多个叶片。剪切边缘上的变形量和毛刺量在很大程度上取决于刀片的锋利度、模具边缘、模具与部件配合的精度以及夹紧的稳健性。
2)摆模支持剪切切割:
在摆模修边方法(Goode 2001)中,也称为Brehm修边,液压成形部件的末端从内向外剪切,部件的端部由压型模支撑和夹紧。
在开口部分插入带有适当装饰线的异形装饰冲头。就位后,模具外侧的修剪边缘与零件内侧的冲头修剪边缘对齐,然后冲头在两个或四个方向上侧向移动,剪切材料。
宾果游戏 使用这种方法可以生产带有凸耳和凹口的复杂修剪截面,如图10-8所示(Goode 2001)。
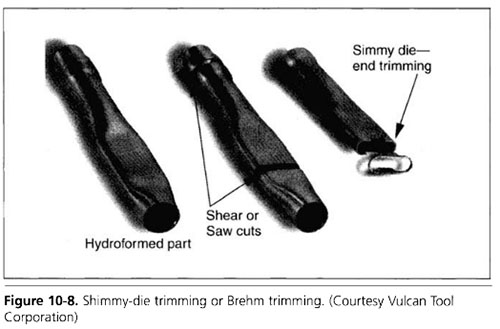
宾果游戏 这种方法的主要局限性在于,液压成形构件开口端的截面必须与所需的修剪线截面相同或大于该截面,以便将孔插入零件内部。
宾果游戏 这两种剪切切割方法都可以产生良好的质量无毛刺边缘与适当维护模具和冲头剪切边缘。使用这种方法可以使刀片和模具寿命达到10000-20000次切割。与锯切或激光切割方法相比,使用剪切可获得更快的循环时间。
【兴迪源机械液压成形设备优势】
兴迪源机械严格按照ISO国际标准质量管理体系和5S管理标准进行质量监控和内部管理。建立有 “河南省流体压力成形智能装备工程技术研究中心”,核心团队由数10名博士、硕士和各高等院校金属成形专家教授组成,专注于液压成形核心技术和产品工艺研发。

兴迪源机械与中国科学院金属研究所、南京航空航天大学等院校开展长期的产、学、研合作,并共同设立了“液压成形技术产业化示范基地”,时刻跟踪国内外领先技术,不断提升“兴迪源”液压设备品牌价值。