
宾果游戏 大多数内高压成形部件要求将管弯曲成部件的一般形状,以便在模腔中容纳它;在弯曲操作过程中,管材受到过大的拉伸和压缩应变。对于建议的最小弯曲半径为管直径的两倍,弯板外侧的材料变薄将达到20%;当弯曲半径等于管直径时,材料的减薄量增加到33%。
弯曲过程中材料变薄和应变硬化的严重性往往决定了材料的成形性要求;为了准确预测内高压成形工艺参数,必须在计算机模拟模型中描述弯曲成形过程。内高压成形作业必须进行弯曲作业的材料减薄和应力历史;旋转拉伸弯曲是弯曲薄壁管最常用、最经济的下卷方式。
采用这种方法的弯曲机可以是计算机数控(CNC)或手动控制;图10-2所示为一台CNC弯曲机和旋转拉伸弯曲的典型模具布局。“垃圾输入垃圾输出”的说法,即结果永远不会比输入数据好,对于基于有限元分析的计算机模拟尤其如此。
一、弯曲模拟关键参数:
宾果游戏 首先了解控制过程的关键变量,然后使用正确的、最新的输入数据,这一点非常重要;对于弯曲模拟,必须在有限元模型中准确表示的关键参数有:
1)工装几何形状,
2)弯曲过程中的步骤顺序,
宾果游戏 3)管材性能最好是从使用的一批管材上切下的试样上进行拉伸试验,以及
宾果游戏 4)关键刀具表面与管子之间的摩擦系数。
图11-3所示为有限元分析模型,所有控制刀具表面均表示弯曲设置。
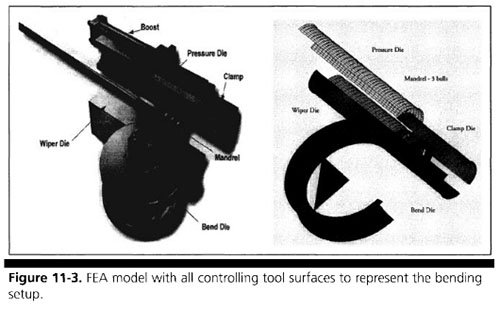
宾果游戏 有限元分析模型为2.952英寸(75毫米)直径,0.093英寸(2.36 mm)厚管,90度弯曲半径为5.905 in(150 mm)。
宾果游戏 管材的材料特性(应力/应变曲线)由拉伸试验结果得出。对从管子上沿纵向切下的试样进行拉伸试验,假设材料在圆周方向上的性能与纵向相同。
二、操作顺序:
将管子装入弯曲工具后的操作顺序为:
1)夹紧模关闭,将管夹在夹紧模和弯曲模镶块之间;
2)心轴前进到正确的位置;
3)弯板和夹紧模旋转,并围绕弯板拉动管(在此期间,压力模向前推进);
4)抽芯轴。
在一定的管径和管厚比下,芯棒是不必要的。如果没有芯轴,管段的形状将变为整体,截面周长将有所减小。
对于内高压成形应用,如果椭圆形截面的管子可以安装在内高压成形模具内,则可以使用无芯轴弯曲的管子。
宾果游戏 使用LSDYNA3D程序分析图11-3所示的有限元模型。
这项研究是在有芯轴和无芯轴的情况下进行的。
结果见表11-1。
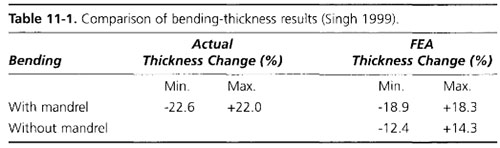
预测的弯曲顺序和厚度等值线图分别如图11-4和11-5所示。
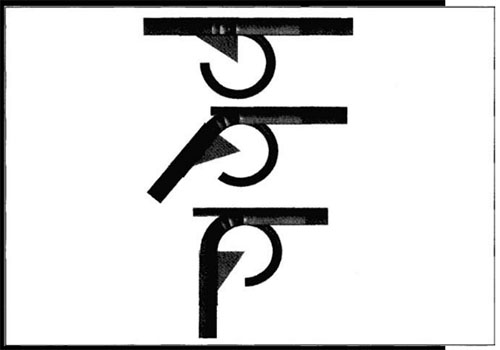
图 11-4
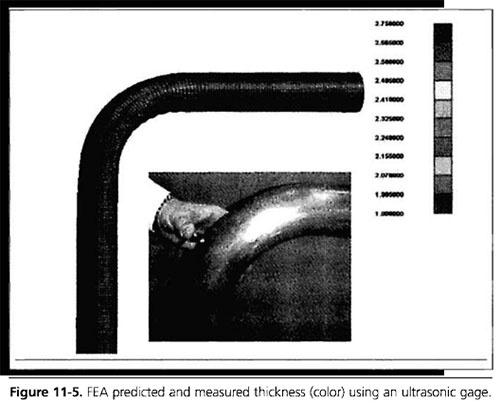
手工计算的厚度变化,假设没有截面塌陷,弯曲处外侧为-20%,内侧为+20%。
从表11-1可以看出,预测的FEA厚度变化与实际测量值比较好。
宾果游戏 实际的有限元分析结果也非常接近用公式5-5手工计算的值。
如图11-5所示,实际值使用无超声测量仪测量。
【兴迪源机械内高压设备优势】
宾果游戏 兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。兴迪源机械建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航空航天大学等院校开展长期的科研课题开发合作。

自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。