
摘 要: 本文针对薄壁Y型三通管在内高压成形过程中产生起皱、开裂缺陷的问题进行了相关研究。首先通过实验确定了Y型三通管在成形过程中产生典型缺陷的位置及类型;其次利用有限元方法分析了补料比对应力状态分区和典型点应力轨迹的影响;最后建立了加载路径的"内压-轴向补料"成形窗口.研究表明:补料比对应力状态有显著影响, 通过调整补料比来改变应力状态, 是避免起皱的有效措施。此外, 本研究给出了不同实验结果在成形窗口中的对应位置, 当加载路径超出成形区时, 三通管件就会产生起皱或破裂的缺陷, 甚至两种缺陷会依次发生。
关键词: 内高压成形 Y型三通管 起皱 开裂 补料量
宾果游戏 来源:哈工大《材料科学与工艺》2017年第4期
作者:彭俊阳,罗德高,滕步刚,刘钢
宾果游戏 内高压成形是制造薄壁Y型三通管的重要技术.相比较于冲压、焊接工艺,Y型三通管的内高压成形实现了整体成形以及结构轻量化,在航空航天和汽车工业领域具有重要的应用[1-2].此外,内高压成形的Y型三通管能有效减少零件和模具数量以及焊接量,降低了生产成本,提高了经济效益。
宾果游戏 内高压成形三通管受摩擦和加载路径等因素的影响,容易产生起皱、开裂和壁厚不均匀等缺陷[6-7].国内外很多学者关注这个问题并开展了研究工作.美国俄亥俄州立大学的Jirathearanat等[8]研究了Y型三通管内高压成形的重要工艺参数,包括内压、补料量和初始管长度,并通过FEA模拟和液压成形实验对这些参数进行优化.结果表明,初始管长度对支管的可成形性影响较大,在相同的轴向进给量下,长度较短的初始管能成形出更长的支管.日本学者Manabe等[9]通过数值模拟的方法设计了模糊控制的支管冲头用于Y型三通管的内高压成形,抑制了支管顶部的壁厚变薄以及钝角侧的壁厚增厚,获得壁厚较均匀的Y型管.韩国汉阳大学的Jang等[10]认为, 内压和轴向进给决定了变形产品的质量,并通过等效静载荷方法来优化加载路径,从而防止缺陷的产生.意大利学者Fiorentino等[11]通过实验揭示了在非对称补料的内高压成形过程中,三通管与模具之间的摩擦会阻碍主管材料向支管流动,导致支管顶部因补料不足而减薄、破裂。
国内学者程东明等[12]通过分析三通管典型点壁厚随内压的变化规律及其影响因素发现,由钝角侧到锐角侧再到支管顶部,其壁厚依次减小,且随着终成形压力的提高,零件的最大增厚率无明显变化,但最大减薄率显著增加.陈浩等[13]研制出径厚比达183的不锈钢Y型三通管和径厚比为40的铝合金Y型三通管.前期工作[14]研究了内压对壁厚均匀性的影响,设计出多段式冲头以改变导向区的内压分布并减小该区域的摩擦力,与传统冲头进行对比实验,发现多段式冲头成形的薄壁Y型三通管在导向区的增厚率减少了20%,减薄率降低了6%,壁厚均匀化效果显著.王忠堂等[15]通过控制轴向进给速度以减少三通管的壁厚不均匀性,发现当轴向进给速度过快会导致主管中部增厚严重,而进给速度过慢时,支管顶部在较大内压下因补料不足而开裂.
宾果游戏 本文通过有限元模拟和实验研究,总结了Y型三通管在内高压成形过程中的典型缺陷,构建起指导加载路径的成形工艺窗口,给出了成形过程中应力应变的变化规律以及合理的补料比,为减少内高压成形三通管的开裂和起皱缺陷提供了有效的控制方法.
1 实验材料与装置
宾果游戏 图 1为薄壁三通管形状和尺寸示意图,其中主管直径为D,支管直径为d,主管轴线与支管轴线的夹角为α,钝角侧过渡圆角半径为Rl,锐角侧过渡圆角半径为Rr.管材直径等于主管直径D,管材初始壁厚为t,则管材的径厚比为D/t.
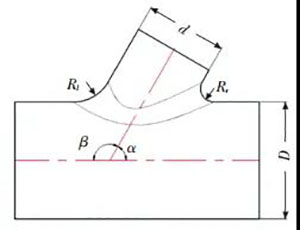
图 1 三通管形状和尺寸示意图
本文选用的管材径厚比为D/t=108,材料为1Cr18Ni9Ti不锈钢.由于薄壁大直径无缝管材,尤其是非标准管材购买和制备困难,采用卷焊工艺将板材焊接成管材,管材沿轧制方向滚卷.选用材料为1Cr18Ni9Ti的不锈钢板材,板材壁厚为0.8 mm,卷焊后管材外径为86 mm, 其几何尺寸如表 1所示.

表 1 三通管几何参数
为了细化晶粒、提高塑性并减小卷焊造成的残余应力,板材卷焊成管材后进行了固溶处理.奥氏体不锈钢的固溶处理温度在1 050~1 100 ℃.由于后续数值模拟的需要,管材热处理后进行单向拉伸实验,得到的应力-应变曲线如图 2所示.
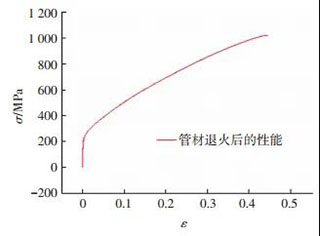
宾果游戏 图 2 管材单向拉伸应力-应变曲线
宾果游戏 Y型三通管内高压成形采用的实验设备为哈尔滨工业大学自主研制的内高压成形机.该设备具有3个可闭环伺服控制的水平缸,能够进行T型三通管、Y型三通管等枝杈类管件的成形.内高压成形时,由计算机根据给定的加载曲线来自动控制3个冲头的进给量和内压值.
实验模具如图 3所示,上下模之间通过导柱导套定位,分模面采用沿模腔两侧的窄条接触形式,使分模面在合模力作用下严密贴合.高压液体由左侧冲头的中心孔引入管材.左冲头和右冲头补料量的比值称为补料比,补料比决定了管材放置的初始位置.冲头与模具型腔的同心度要严格保证,以便在管材两端形成可靠的密封,并使管材沿环向受力均匀.模具型腔表面和管坯表面喷涂MoS2干膜润滑剂,以降低管坯和模具型腔之间的摩擦力.
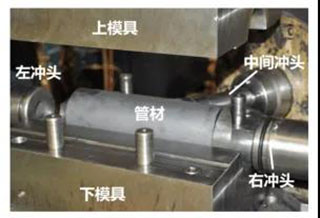
图 3 薄壁Y型三通管内高压成形模具
2 薄壁三通管典型缺陷
三通管内高压成形的缺陷主要有破裂和起皱两种.破裂一般发生在支管顶部,当支管顶部无法承受内压带来的拉应力时,就会导致破裂.补料使管材产生轴向压应力,当内压的支撑力不足时,便会发生起皱失稳.由于管坯外侧被模具约束,皱纹只能是向内侧凹陷.
根据三通管的几何尺寸及加载路径的不同,起皱位置也各不相同.通过提高内压可以避免起皱,但支管顶部易因过度减薄而破裂.对于薄壁三通管,更容易起皱和破裂.相对于T型三通管,Y型三通管成形时所需的补料量更大,且支管顶部的胀形量更大,对起皱的控制更加困难.因此,Y型薄壁三通管的成形难度远远大于其他类型的三通管.
宾果游戏 Y型三通管内高压成形缺陷如图 4所示.其中,图 4(a)表示支管破裂和主管起皱同时存在.内压过高导致破裂,但是降低内压,主管起皱更加严重,如图 4(b)和(c)所示;若减小补料量,避免了起皱,但是支管顶部发生了破裂,如图 4(d)所示.若同时减小内压和补料量,虽然可以同时避免破裂和起皱缺陷,但是成形出的支管高度非常有限.此外,补料比不合理时也会发生起皱缺陷.
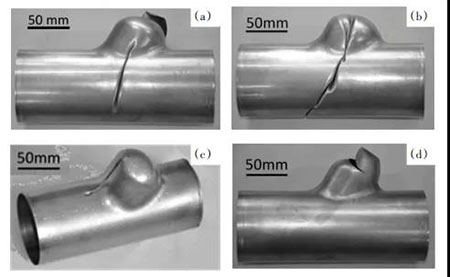
图 4 薄壁Y型三通管内高压成形缺陷
宾果游戏 3 薄壁三通管内高压成形有限元分析
宾果游戏 本文进行有限元模拟所采用的前后处理软件是美国ETA公司的DYNAFORM,有限元求解器是LS-DYNA.该软件已经在内高压成形领域得到了广泛的应用.有限元模型如图 5所示,考虑到成形件的轴对称性,沿轴对称面选取零件的1/2作为研究对象.管坯采用Belytschko-Tsay壳单元,模具、支管冲头、左右冲头均为刚体单元.管坯材料为1Cr18Ni9Ti不锈钢,材料模型为Hill各向同性弹塑性模型,符合Mises屈服准则,材料遵循Ludwik-Hollomon硬化规律,摩擦系数设为0.03.
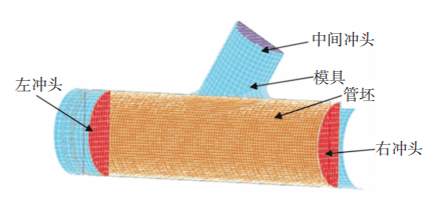
图 5 三通管有限元模型
模拟结果表明,在三通管成形过程中,管材受到轴向压力和内压的共同作用,3个主应力由软件直接给出,如图 6所示.可见,支管顶部应力状态为双向拉应力,即面内2个主应力为σ1 > σ2 > 0,法向压应力为第三主应力σ3 < 0,可将其定义为A区.主管和支管的过渡区处(定义为B区),在面内为一拉一压应力状态,沿着支管轴线方向的第一主应力为拉应力(σ1 > 0),第二主应力沿着壁厚方向,在面内垂直于支管轴线方向的第三主应力为压应力(σ3 < 0).主管两端以及主管底部,即送料区,在面内受双向压应力(定义为C区),即σ2 < 0、σ3 < 0,其法向应力为第一主应力,也为压应力.
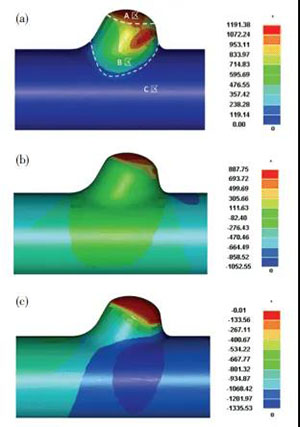
图 6 三通管内高压成形主应力分布(MPa)
图 6(a)中根据应力状态将三通管分为3个区域,其中存在面内压应力的区域(B区和C区)是易于发生起皱的区域.通过不同补料比的内高压成形过程数值模拟发现,在不同的加载路径下,各区域的形状和大小不同.补料比不同,将影响起皱的位置、方向和起皱难易程度.一般情况下,起皱多出现于主管侧壁中部,如图 4所示,但是,当单侧补料量过大时,甚至会导致支管及过渡圆角的起皱,如图 7所示,部分起皱还可沿管件纵向发生.
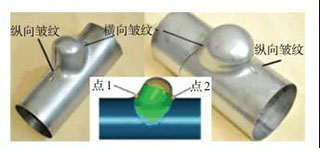
图 7 补料比不合理导致的起皱
宾果游戏 针对实验中产生的缺陷,在图 7中管件起皱部位取2个典型点进行应力分析.点1位于左侧(钝角侧)过渡圆角中部,点2位于右侧(锐角侧)过渡圆角中部.
宾果游戏 采用不同的补料比,进行了数值模拟,获得典型点1和2处的应力轨迹,如图 8所示.
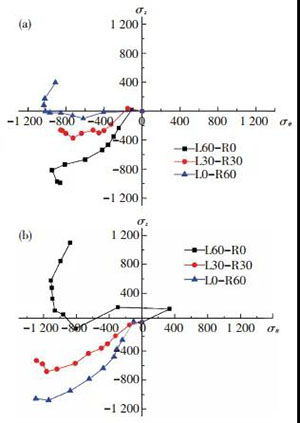
宾果游戏 图 8 补料比对典型点应力轨迹的影响
图 8(a)为不同补料比时点1的应力轨迹.在不同的补料比下,点1的环向应力差别不大,但是轴向应力有很大区别.左侧单侧补料时(L60-R0),点1受到轴向压应力和环向压应力的共同作用,随着三通管的成形,轴向应力逐渐增大.当补料比为1:1时(L30-R30),轴向应力比左侧单侧补料时降低了一半.当右侧单侧补料时,轴向应力接近于0,为单向压缩状态,当点1流入支管后,轴向应力逐渐变为拉应力.
图 8(b)为不同补料比时点2的应力轨迹.右侧单侧补料时(L0-R60),点2位于C区,为双向压应力状态,轴向和环向的压应力都很大.当补料比为L30-R30时,轴向压应力变小,环向压应力不变.当左侧单侧补料时(L60-R0),环向应力不断增大,轴向应力接近于0,后期变为拉应力.当轴向压应力和环向压应力数值接近时,金属只能增厚变形.当轴向压应力的绝对值小于环向压应力时,在轴向发生伸长变形,使支管长高.轴向压应力过大会导致横向起皱,当轴向压应力与环向应力之比小于一定的数值时,就容易发生纵向起皱.由图 8可以看出, 点2的应力绝对值大于点1,从三通管几何特征可知左侧过渡圆角(点1位置)半径大于右侧(点2位置),说明右侧过渡圆角区的变形更加剧烈.通过不同补料比的应力轨迹可以看出,通过调整补料比可以改变左右过渡圆角的应力状态,从而控制左右两侧的变形状态;轴向压应力过大会导致横向起皱,轴向压应力过小(或为拉应力时),会导致纵向皱纹;补料比在一个合理的范围内,能够避免起皱.
4 薄壁三通管内高压成形工艺窗口
宾果游戏 根据补料比的模拟结果,采用补料比为L40-R20的条件进行了三通管内高压成形实验,获得没有起皱缺陷的实验结果,如图 9所示.实验件支管成形稳定,表面光滑平整.
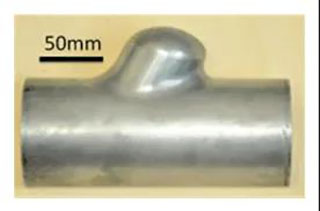
图 9 补料比为2(L40-R20) 的实验结果
宾果游戏 在上述模拟和实验研究的基础上,可总结绘出三通管内高压成形工艺窗口,如图 10所示,进一步阐明轴向补料和内压的匹配关系,即加载路径对成形的影响规律.图 10中点划线为破裂临界曲线,加载路径在该曲线上方就会发生破裂;虚线为起皱临界曲线,加载路径处于起皱临界曲线的右侧,就会发生起皱.
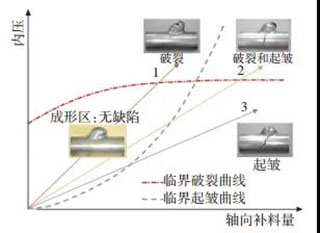
图 10 内高压成形三通管成形窗口
可见,破裂临界曲线和起皱临界曲线构成了三通管内高压成形的成形窗口,在成形区内成形出的零件不会有破裂和起皱的缺陷;破裂区位于成形区的上方,零件只发生破裂而不起皱;起皱区位于成形区右侧,零件只发生起皱而不破裂;起皱和破裂区位于破裂临界曲线上方和起皱临界曲线右侧,零件同时存在起皱和破裂缺陷.此外,一旦发生破裂,成形将无法继续,而当起皱发生时成形过程并不会立即结束,皱纹会越来越大,直到内压超过破裂临界曲线时,成形才结束.加载路径1为破裂加载路径,支管顶部受拉应力减薄而破裂;加载路径3为起皱加载路径,在内压较低的情况下进行补料,主管起皱严重;沿着路径2进行加载,当补料量超过起皱临界线之后就会发生起皱,继续成形至内压超过破裂临界线时,支管顶部破裂,成形出的零件存在破裂和起皱缺陷.
总之,当加载路径超出起皱临界线时,就会发生起皱,但可以继续成形;当加载路径超出破裂临界线时,就会发生破裂,成形立即结束.只有同时在起皱临界线和破裂临界线之内的加载路径,才能成形出无缺陷的三通管.
5 结论
1) 通过实验给出了Y型薄壁三通管起皱和开裂的部位和类型:主管中部侧壁发生横向起皱,支管产生纵向起皱;破裂主要发生在支管顶部,在一定的条件下,还会在起皱之后再发生破裂.
2) 三通管内高压成形时,根据面内应力状态可分为3个区域:支管顶部为双向拉应力,主管和支管的过渡区为一拉一压应力,主管两端以及主管的底部为双向压应力.补料比对应力状态有显著影响,通过调整补料比来改变应力状态,是避免起皱的有效措施.
3) 试验和数值分析表明,三通管内高压成形存在由临界破裂曲线和临界起皱曲线围成的成形工艺窗口.当轴向补料量与内压之间的匹配关系(即加载路径)超过临界破裂曲线将导致支管顶部破裂,超过临界起皱曲线则导致主管起皱,当加载路径同时超出2个临界曲线,则先发生起皱后发生开裂,2种缺陷并存.只有在该工艺窗口之内才可同时避免起皱和开裂缺陷.
【兴迪源机械简介】
兴迪源是国内第一家向市场提供智能金属管材内高压成形设备的生产商,已向各个领域的客户提供了数十台各种规格的内高压成形设备,合模力从400T至5000T,高达500MPa。

兴迪源内高压成形设备适用于制造航空航天、核电、石油化工、饮水系统、管道系统、汽车以及自行车行业的复杂异形截面空心构件。主要产品有空心结构框架、汽车车身支撑件、副车架、底盘件、进排气系统管件,以及航空航天飞行器构件、军工行业管件、发动机中空轴类件、发动机组合式空心凸轮轴和复杂管件等。