
宾果游戏 失稳起皱是薄板成形过程中决定成形极限的主要因素之一,不但严重影响成形件的成形质量、精度和模具的寿命,甚至直接导致后续成形无法继续。所以有效预测和控制起皱,是薄板成形中极为关键的工作。
比如,球底件和平底件的拉深。从拉深过程中板材的力学状态分析,外皱和内皱均是板料在环向内应力的作用下由平面内变形变为平面外的屈曲变形导致的分叉失稳,从而偏离基本平衡路径进入次级平衡路径。因而如何准确预测分叉点是预测和控制起皱的关键。
一般情况下,施加合适的压边力可以控制外皱,而对于内皱的控制较难,原因是因为悬空区板料厚向不受约束,难以直接通过模具施压,而且拉深过程中悬空区面积和空间位置不断变化也增加了控制内皱的难度。
宾果游戏 随着板材液压成形工艺(点击可查看工艺及案例)的成熟应用,可以一定程度上抑制内皱,但是一些厚径比小的零件仍然很难做到完全抑制内皱的产生。
为此,哈工大陈一哲、陈伟等人曾经进行过研究,并通过液压成形得到厚径比较小、精度较高的零件,还进一步对如何更好地控制起皱进行过分析。
一、起皱理论预测:
预测临界应力主要有两种方法:一是近似能量法,二是分叉理论,也称为解析能量法。
近似能量法中,预测起皱是通过比较材料的临界起皱能和塑形变形能大小实现的,当后者大于前者时起皱将会发生。这种预测是在一维的基础上推导出的临界应力,只有在法兰区的宽度远小于板材的半径时,预测结果才较为准确。
为了获得更准确的预测结果,后期又有研究人员建立柱坐标系进行二维起皱预测,得到了板材发生弹性屈曲和塑性屈曲的临界条件。
不过以上两种方法还有一定的局限性,因为只解决了法兰区的起皱预测,悬空区或者直壁区未能涉及。
后面出现的结合数值模拟进行起皱预测的方法实现了在复杂形状和边界条件下对起皱的预测,从而改进了能量法。
宾果游戏 综上,可看出,能量法则其实是综合了理论解析和数值模拟相结合的预测方法,所以在预测板材拉深过程中产生的外皱和内皱均是相对可靠的,并且方法简单、计算效率高,是一种行之有效的起皱预测方法。
宾果游戏 再看分叉理论。分叉理论1958年首次提出,解析了弹塑性变形过程中失稳问题,使用微分平衡方程直接求解,能较好地追踪板料后续起皱行为。
宾果游戏 后期的研究人员考虑到变形过程中板料曲率和应力状态的变化,对其进行了简化,使之更适合于薄板和壳体,并计算了变形过程中由平面内变形,变为平面外变形的临界起皱应力。
但是这类研究都局限于长波长的模型,并且都忽略了板料边缘的边界条件和连续性条件,虽然还有研究人员进行改进,但是分叉理论还是很难应用于有复杂形状和边界条件的板材成形过程。
显然,分叉理论在解析板料后续起皱行为上具有较大优势,但是用解析的方法解决复杂的分叉泛函问题有时是不可行的。
二、数值模拟试验:
先看著名的吉田起皱试验。吉田起皱试验是一种评估板材压缩失稳性能的试验方法,具体包括方板单向对角拉伸(YBT-Ⅰ)和方板双向对角拉伸(YBT-Ⅱ),两种方法都得到了广泛应用。
如图1所示,对角拉伸主要通过测量中心标距段变化量作为拉伸变形量的指标,而起皱程度是用横向标距上的皱高来衡量。吉田起皱试验可以很好地界定板材的压缩失稳能力,能够为板材复杂塑性变形中的起皱预测和控制提供参考。
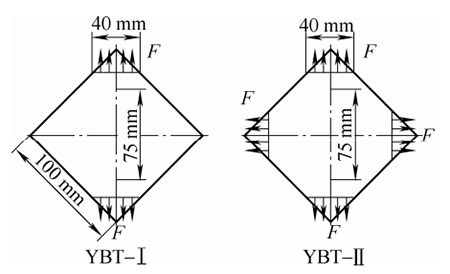
图1 吉田起皱测试示意图及其尺寸
宾果游戏 此外,锥形件拉深也是研究起皱的方法之一。如图2 所示,当锥形件底部直径和凸模直径的比值 a/ b 1<时,板料成形过程中有大量悬空区存在,从而极易产生起皱缺陷。
研究人员超低碳钢的平底圆锥形件拉深的起皱研究也表明:提高板厚能够减小起皱区域;随着板厚方向性系数的提高,起皱区的等效应变变化率降低,并且可以使用应变变化率或应力变化率表征起皱区的范围。
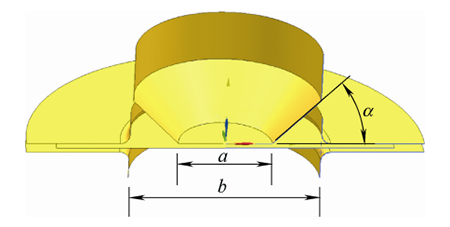
图2 平底锥形件拉深示意图
宾果游戏 还有研究人员系统地将数值模拟、工艺试验和理论分析相结合,这样更精确地预测了复杂形状曲面件法兰区和悬空区的起皱。
此外,数值模拟软件可以选择不同的屈服准则,针对具有不同晶格特点的材料使用不同的屈服准则,通过数值模拟可以方便快捷地预测起皱并获得应力应变状态。
但是由于工艺试验的多样性和复杂性,成形出合格零件才是工业和生产中的根本要求。所以以理论分析和数值模拟为基础开展工艺试验,进行起皱的预测和控制是将来研究的主要思路。
三、板材液压成形在控制外皱和内皱上的效果:
板材液压成形技术能够改变悬空区板材的形状和环向应力状态,其在控制拉深件的外皱和内皱上均有明显效果。
随着成形设备的精度和吨位不断提高,目前,基本可以确保零件不发生破裂的前提下通过提高压边力控制外皱的产生,再加上板材液压成形时流体介质可以将压力传递到法兰区板材上,其作用类似于柔性压边力,则更易于控制外皱。
而对于内皱,通过增大压边力难以缓解悬空区板材的环向压应力,所以只有通过板材液压成形的工艺控制内皱,合适的液室压力能够将板料压向凸模,从而促进板料较早贴模,甚至能够将板料反胀起来,形成“软拉深筋”,使悬空区处于双向拉应力状态,从而控制内皱的发生。
宾果游戏 在研究抑制内皱时研究人员发现,预胀充液拉深可以有效地控制内皱的产生和发展。如图3所示,增大液室压力可以使板材出现“软拉深筋”的效果,从而减小环向压应力甚至使其变为拉应力,抑制起皱效果明显。
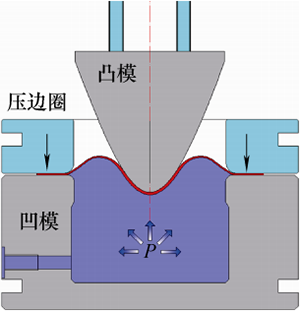
图3 充液拉深成形示意图
宾果游戏 此外,在液压成形技术中,法向压力对于板材成形极限和变形行为的影响不可忽视,区别于传统板料变形中忽略厚向应力,正反加压板材液压成形技术中悬空区板材为三向应力状态,厚向压力能够提高零件拉深性能和壁厚均匀性,进而影响悬空区的起皱行为。
宾果游戏 虽然板材液压成形在控制内皱和外皱上有明显效果,但是仍有一些问题需要在工作中继续探索解决。比如复杂形状零件理论分析模型不完善、难以确定数值模拟以及工艺试验中的起皱标准、厚向应力的效果、大尺寸薄壁件的整体液压成形等。解决这些问题将会大大推动薄板液压成形起皱预测及控制。
【兴迪源机械板材充液液压成形设备优势】
兴迪源机械板材充液成形设备采用液体作为传力介质代替刚性凸模或凹模传递载荷,使坯料在传力介质作用下贴靠凸模或凹模以实现金属板材零件的成形。设备整体采用三梁四柱式结构,并将压边缸和拉伸缸复合在一起,主缸与副液压缸相互配合,实现难变形材料、复杂形状、较大拉深比的钣金类零件的精确、高效成形。

XD-SHF系列板材充液成形设备是我司自主创新、研制开发出的具有独立知识产权的液态介质柔性成形设备,用于钣金类零件的高精度成形,在国内具有先进水平。板材充液成形设备所加工的零件具有回弹小、尺寸精度高、表面质量好等优势,广泛适用于航空航天、石油、核电、汽车、大型柴油发动机等领域。比如飞机上口框零件的预制坯,台阶型非对称油底壳拉深,盒形件的带背压拉深以及汽车减震器托盘等成形。