【作 者】 连理文;【刊 名】 航空精密制造技术
【摘 要】 德国某一公司已成功将的3次不同的液压成形在一次液压过程中完成,包括ASE液压成形、模试验以及被称之为活性流体金属片成形的新技术。据报道,此过程可以增强刚性,减轻外部坯料重量的10%,并可节省40%的模的经费.这套系统的中央是一个由4个垂直设计的}个运动方向的压力,每个运动都可以从上向下滑动或被夹住,并可以分别控制.当压力从前向后时承重梁从内向外移动.最大压力可达4400~11000Ust,承重梁的尺寸可在4m×2.3m到6m×2.7m范围内变化.CNC可根据不同的成形技术存储200个模数据。
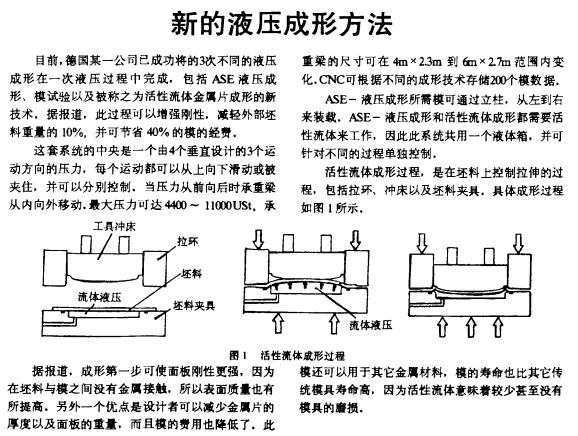
宾果游戏 ASE-液压成形所需模可通过立柱,从左到右来装载.ASE-液压成形和活性流体成形都需要活性流体来工作,因此此系统共用一个液体箱,并可针对不同的过程单独控制.活性流体成形过程,是在坯料上控制拉伸的过程.包括拉环、冲床以及坯料夹具.具体成形过程如图1所示.据报道,成形第一步可使面板刚性更强,因为在坯料与模之间没有金属接触,所以表面质量也有所提高.另外一个优点是设计者可以减少金属片的厚度以及面板的重量,而且模的费用也降低了.此模还可以用于其它金属材料,模的寿命也比其它传统模具寿命高,因为活性流体意味着较少甚至没有模具的磨损...
以下是正文: