
内高压成形的原理是通过内部加压和轴向加力补料把管坯压入到模具型腔使其成形为所需要的工件。本文兴迪源机械带来内高压成型工艺过程及内高压成型模具特点解析。
一、内高压成型工艺过程:

宾果游戏 内高压成形的原理是通过内部加压和轴向加力补料把管坯压入到模具型腔使其成形为所需要的工件。对于轴线为曲线的零件,需要把管坯预弯成接近零件形状,然后加压成形。
1、内高压成形分类及工艺过程按成形零件的种类
内高压成形分三类:
1)变径管内高压成形;
宾果游戏 2)弯曲轴线构件内高压成形;
3)多通管内高压成形。
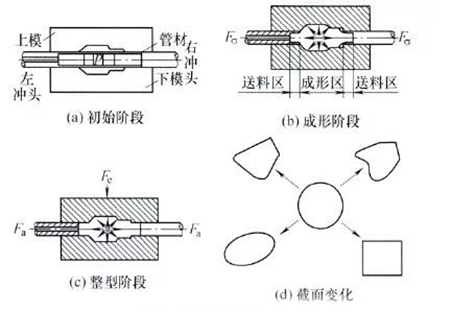
多通管件的种类比较多,按照多通数量分为直三通管(T型管)、斜三通管(Y型管)、U型三通管、X型四通管和五通以上的多通管。
2、内高压成形工艺过程:
内高压成形工艺过程分三个阶段:
第一阶段:初始充填阶段 将管坯放入模腔并合模,两端的轴向冲头水平推进,形成密封。通过预充液体将管内空气排出;
宾果游戏 第二阶段:成形阶段 在管坯加压胀形的同时,冲头按设定的加载曲线向内推进补料,在内压和轴向补料的联合作用下使管坯基本贴靠模具。此阶段除过渡R角外的大部分区域已经成形;
第三阶段:整形阶段 提高内压使过渡R角完全贴合模腔,工件完成成形。
3、内高压成形工艺的主要技术参数:
内高压成形工艺的主要技术参数有初始屈服压力、开裂压力、成形压力、轴向进给力、合模力和补料量。
宾果游戏 1)初始屈服压力 管坯产生塑性变形所需的压力;
宾果游戏 2)开裂压力 管坯发生开裂时的压力;
3)整形压力在后期整形阶段,为保证零件完全成形所需要的压力;
宾果游戏 4)轴向进给力 轴向推进缸选型的依据,具体由保证管坯塑性变形的力、冲头高压反力和摩擦力等三部分决定;
5)合模力 在成形过程中使模具闭合所需要的力,是液压机选型的主要依据;
6)补料量 确定水平缸行程的重要参数。由于加载路径与摩擦力的影响,补料量无法完全送到成形区,成形区壁厚要减薄,实际补料量通常为理想补料量的60%~80%。
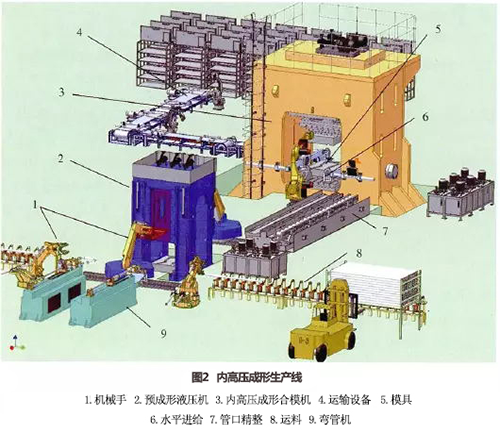
4、内高压成形生产线模块分类:
内高压成形生产线基于内高压成形工艺过程,内高压成形生产线主要可分为四大模块:合模压力机、成形模具、高压生成系统及电气控制系统。
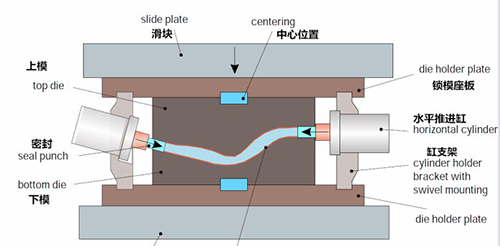
二、内高压成型模具特点解析:
内高压成型模具的特征是先将管材放入到下模的待成形管件的型腔内,由侧推缸带动密封冲头进入管材的两端,完成管材端部密封;上模由合模压力机的滑块带动,下行到距离下模一定的高度,给管材内部通入高压液体,并使管材内部压力与上模行程相匹配,直到完成合模;保压或适当提高压力对管件进行整形。
宾果游戏 1)内高压成型模具特点:
1、实现了十数个孔的同步液压冲孔,带有运动装置,结构复杂,类似于一部机器;
宾果游戏 2、承受高压的大合模力,应力和变形较为复杂,设计难度大;
宾果游戏 3、在批量生产环境下,需要保证管端对内高压水介质的移动密封。

宾果游戏 2)内高压成型模具关键技术的突破:
宾果游戏 1、突破了多孔同步液压冲孔技术,实现了空间四面(上下前后)多达十六个孔的一次同步冲孔;
宾果游戏 2、突破了400MPa超高压条件下大批量生产环境中管端动密封技术,对普通锯床下料的管端可实现水介质高压密封,确保高效生产;
3、发明了异型截面管端密封冲头结构,避免了由异型截面到圆形的过渡段,材料利用率提高到90%以上;
宾果游戏 通过内高压成型机的可变合模力策略,控制模具载荷处于低水平,大幅减少模具体积,降低模具成本。
【兴迪源机械内高压设备优势】

兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。公司建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航天航空大学等院校开展长期的科研课题开发合作。