【作 者】 李文新;鞠丽
【前 言】
啮合套在汽车车桥中使用广泛,采用常规开式模锻成形时,需增加内外圆及端面余量以提高端面齿充满性,原材料浪费大,机加工成本也随之增加需要寻找一种新的成形方式。
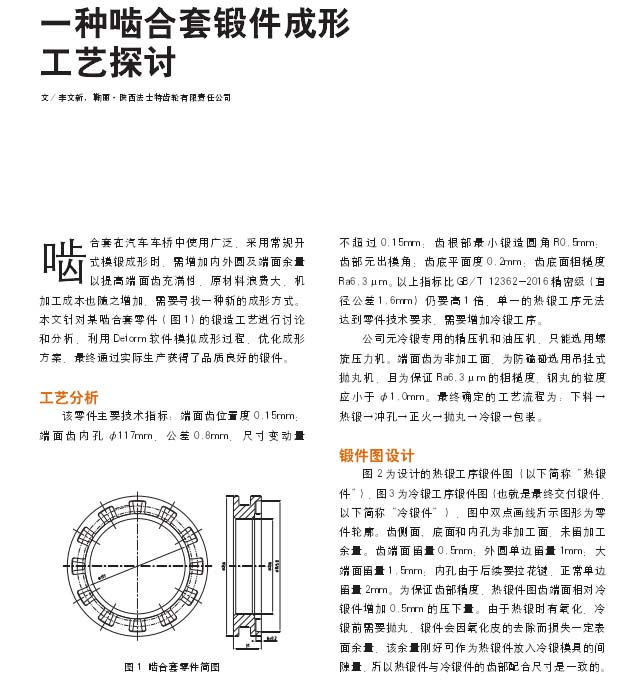
本文针对某啮合套零件(图1)的锻造工艺进行讨论和分析。利用Deform软件模拟成形过程,优化成形方案,最终通过实际生产获得了品质良好的锻件。
【工艺分析】
该零件主要技术指标:端面齿位置度0.15mm;端面齿内孔Φ117mm,公差0.8mm,尺寸变动量不超过0.15mm;齿根部最小锻造圆角R0. 5mm;齿部无出模角:齿底平面度0 . 2mm,齿底面粗糙度Ra6.3um。以上指标比GB/T 12362-2016精密级(直径公差1 .6mm)仍要高1倍,单一的热锻工序无法达到零件技术要求,需要增加冷锻工序。
宾果游戏 公司无冷锻专用的精压机和油压机,只能选用螺旋压力机。端面齿为非加工面为防磕碰选用吊挂式抛丸机,且为保证Ra6.3 um的粗糙度,钢丸的粒度应小于Φ1.0mm。最终确定的工艺流程为:下料一热锻一冲孔一正火一抛丸一冷锻一包装。
【结 论】
宾果游戏 (1)啮合套类锻件仅靠热锻工序较难批量保证尺寸精度,需要配合整形工序。
宾果游戏 (2)对于型腔结构尺寸比较小的热锻模具,为保证其寿命需要控制模具温度在250℃以下。
宾果游戏 (3)分流仓可有效降低成形力。
以下是正文: