宾果游戏 【作 者】潘园
【前 言】
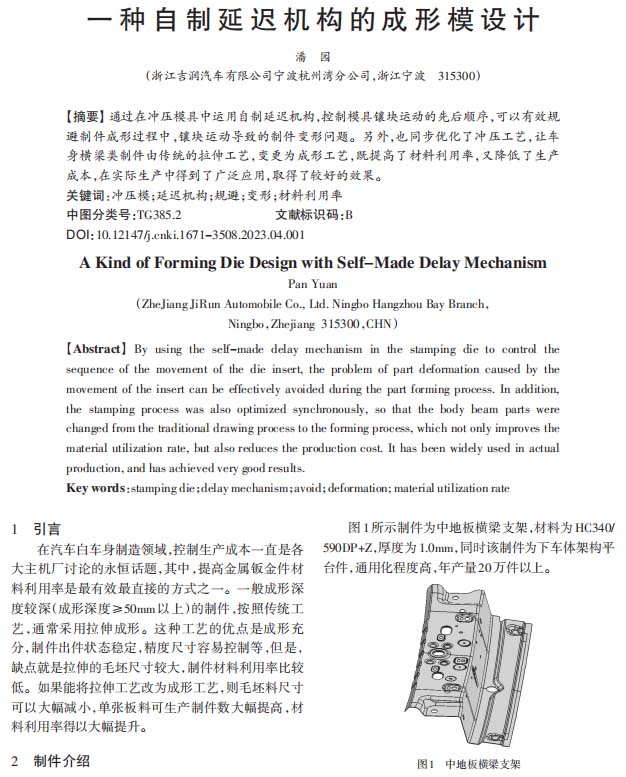
在汽车白车身制造领域,控制生产成本一直是各大主机厂讨论的永恒话题,其中,提高金属钣金件材料利用率是最有效最直接的方式之一。一般成形深度较深(成形深度≥50mm以上)的制件,按照传统工艺,通常采用拉伸成形。这种工艺的优点是成形充分,制件出件状态稳定,精度尺寸容易控制等,但是,缺点就是拉伸的毛坯尺寸较大,制件材料利用率比较低。如果能将拉伸工艺改为成形工艺,则毛坯料尺寸可以大幅减小,单张板料可生产制件数大幅提高,材料利用率得以大幅提升。
【结束语】
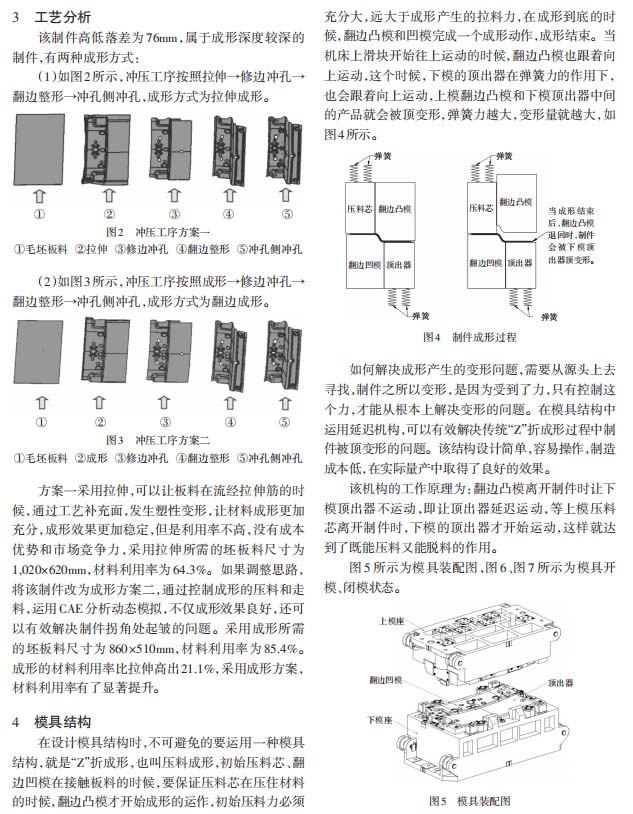
通过在模具中应用这种延迟机构,可以有效规避制件成形过程中,镶块运动导致制件变形的问题。此结构不仅可以运用在翻边成形类模具中,而且也可以运用于拉伸模结构中,如“后纵梁”拉伸模,为保证后纵梁主型面中间位置成形充分,避免起皱,需要在制件中间设置独立压料芯,提前压料,延迟顶出,在保证压料的同时延迟退料,通过运用该结构达到理想的成形效果。既提高了材料利用率,又弥补了成形不良缺陷。该机构已经连续使用了3年,在多款车型模具上实际应用,成效显著。
以下是正文: