【作 者】张学舟;张华;黄顺利;宫敬海;张会焱;陈启锐
【序 言】
宾果游戏 某产品现阶段成形方式主要以铸造为主,由于在冷却凝固过程中体积的收缩会使铸件内部产生裂纹或尺寸变形等,使铸造成形工艺存在生产效率低、脱模困难等缺点。为提升产品成形工艺效率及收得率,提出热挤压成形工艺[2]。
宾果游戏 【热挤压工艺分析】
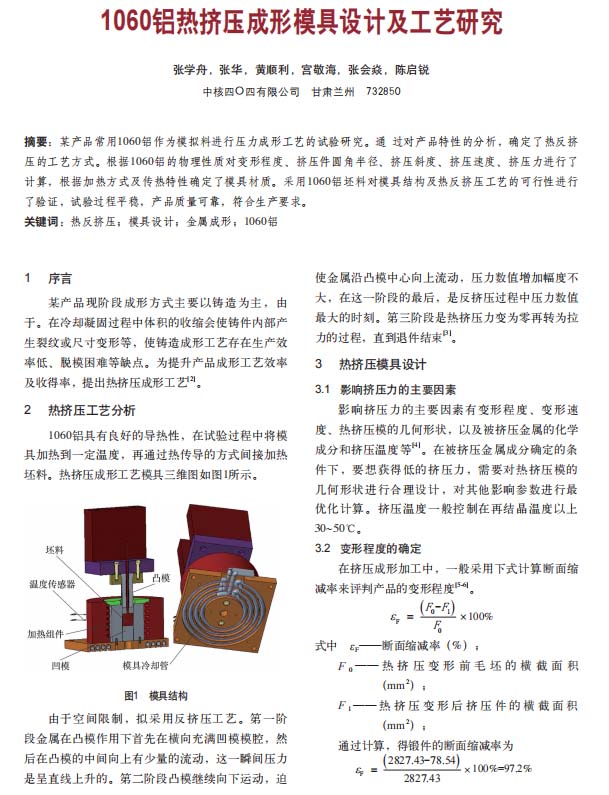
1060铝具有良好的导热性,在试验过程中将模具加热到一定温度,再通过热传导的方式间接加热坯料。热挤压成形工艺模具三维图如图1所示。
由于空间限制,拟采用反挤压工艺。第一阶段金属在凸模作用下首先在横向充满凹模模腔,然后在凸模的中间向上有少量的流动,这一瞬间压力是呈直线上升的。第二阶段凸模继续向下运动,迫使金属沿凸模中心向上流动,压力数值增加幅度不大,在这一阶段的最后,是反挤压过程中压力数值最大的时刻。第三阶段是热挤压力变为零再转为拉力的过程,直到退件结束[3]。
【结束语】
宾果游戏 针对某产品铸造过程中产生的问题确立了热挤压成形工艺。根据1060铝的物理性质,通过计算及参考相关标准,得出挤压圆角半径R不应<3mm,压机压下速度≤1.39mm/s,挤压斜度取值50′,热挤压力0~441000N。根据加热特点,凹模材质选用8418热作模具钢,凸模采用H13模具钢,可满足工作中的强度要求。通过对工艺设计进行模拟料的技术验证,挤压出的产品满足相关技术要求。
以下为正文: