【作 者】王彦东;钟娟;史丹丹;郭新汝;申晓丽;赵志国
【前 言】
进入 21 世纪以来,机动车产业发展迅速,环境污染和能源短缺问题日益严重,轻量化已是汽车发展的必然趋势。当前主流的轻量化方法是采用轻量化材料,其中又以铝合金材料为主。6016 铝合金综合性能较好,在汽车车身覆盖件应用广泛,其成形性能一直是研究的热点[1]。成形极限曲线( FormingLimit Curves,简称 FLC) ,是材料在不同应变路径下的极限应变描绘在以主应变和次应变为横纵轴的坐标轴中得到的,在冲压成形领域有着重要的应用。成形极限图可分为三个区域: 曲线下方对应安全区域,曲线上方对应着破裂区域,曲线附近为极限区域。获得 FLC 最常用的方法是通过板材成形测试,通常受限于设备以及测试比较复杂,所以国内外很多学者致力于通过理论计算的方式得到 FLC。由于理论计算得到曲线通常与实际生产应用有较大的差距,本文作者使用目前比较常用的 NADDRG 模型以及 6016 铝合金板,对产生差距的原因进行了应变路径提取分析,并对理论模型进行修改验证。
【结 论】
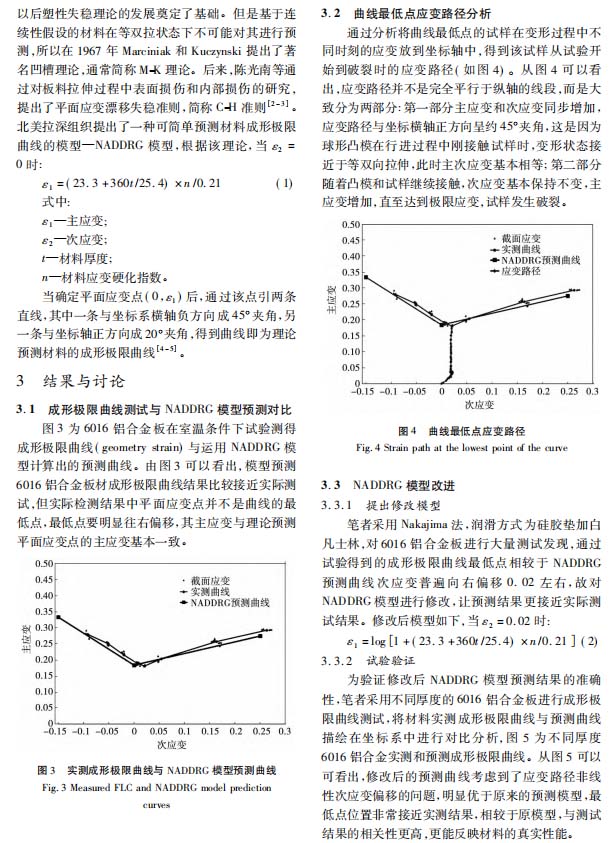
1)采用 NADDRG 模型预测 6016 铝合金板材成形极限曲线结果比较接近实际测试,但实际测试得到的曲线最低点次应变明显向右偏移,其主应变与预测结果基本一致。
宾果游戏 2)通过分析得到曲线最低点的应变路径,可知其应变路径明显分为两个阶段: 第一阶段的双向等拉伸应变状态导致主次应变同步增大,应变路径向右发展; 第二阶段次应变基本保持不变直至试样发生失效,测试曲线最低点并不是平面应变点。
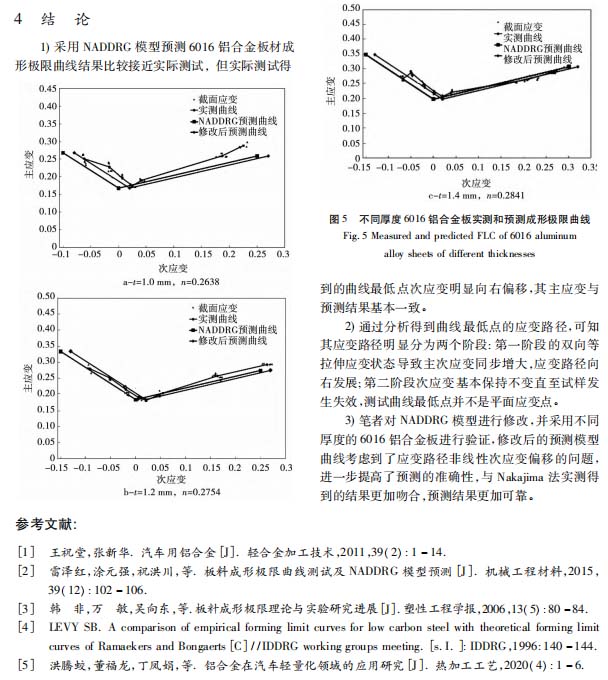
3)笔者对 NADDRG 模型进行修改,并采用不同厚度的 6016 铝合金板进行验证,修改后的预测模型曲线考虑到了应变路径非线性次应变偏移的问题,进一步提高了预测的准确性,与 Nakajima 法实测得到的结果更加吻合,预测结果更加可靠。
以下为正文: