宾果游戏 【作 者】李坤;赵升吨;张超;张大伟
宾果游戏 【前 言】
宾果游戏 力争2030年前实现碳达峰、2060年前实现碳中和,是党中央作出的重大战略决策,“双碳”口标实现的技术创新也成为当前讨论、研究的热点。‘双碳”口标的实现需要绿色制造业的发展,特别是在制造技术层面上进行创新[1-2]。
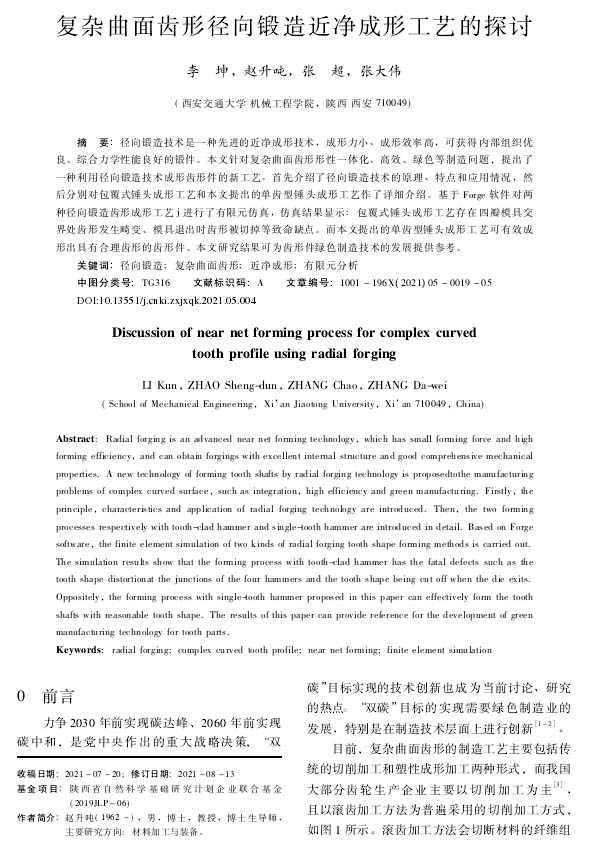
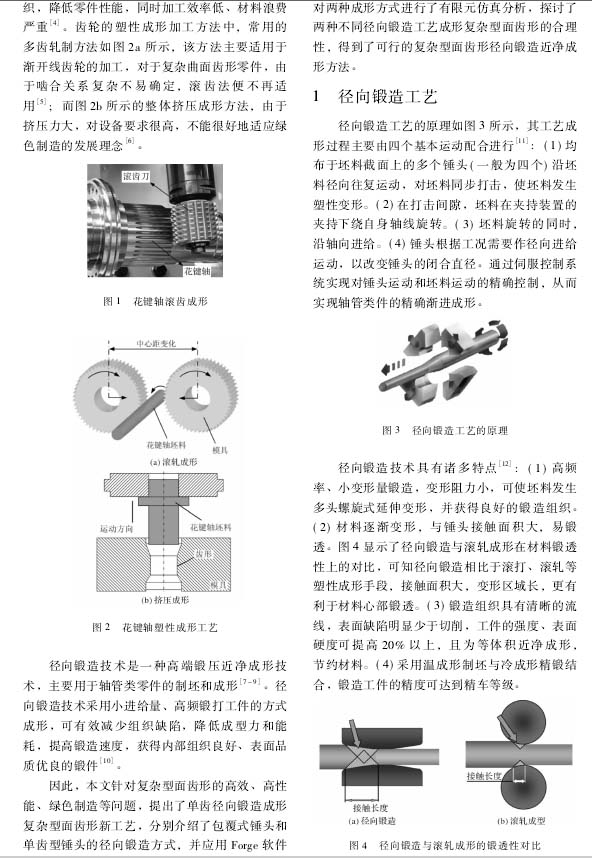
目前,复杂曲面齿形的制造工艺主要包括传统的切削加工和塑性成形加工两种形式,而我国大部分齿轮生产企业主要以切削加工为主[3],且以滚齿加工方法为普遍采用的切削加工方式,如图1所示。滚齿加工方法会切断材料的纤维组织,降低零件性能,同时加工效率低、材料浪费严重[4]。齿轮的塑性成形加工方法中,常用的多齿轧制方法如图2a所示,该方法主要适用于渐开线齿轮的加工,对于复杂曲面齿形零件,由于啮合关系复杂不易确定,滚齿法便不再适用[5];而图2b所示的整体挤压成形方法,由于挤压力大,对设备要求很高,不能很好地适应绿色制造的发展理念[6]。
宾果游戏 因此,本文针对复杂型面齿形的高效、高性能、绿色制造等问题,提出了单齿径向锻造成形复杂型面齿形新工艺,分别介绍了包覆式锤头和单齿型锤头的径向锻造方式,并应用Forge软件对两种成形方式进行了有限元仿真分析,探讨了两种不同径向锻造工艺成形复杂型面齿形的合理性,得到了可行的复杂型面齿形径向锻造近净成形方法。
【结 论】
(1)传统齿形成形工艺中的切削方法材料浪费严重,并且材料纤维组织被切断而导致零件力学性能降低;而轧制、整体挤压等塑性成形方法在成形大模数齿形时成形力太大,因此均不适用于大规格花键轴的成形。
宾果游戏 (2)径向锻造工艺因其高频率、小变形锻造量的成形特点,成形力相比挤压工艺小,较滚轧工艺更易锻透心部,且可获得内部组织良好、表面品质优良的锻件。
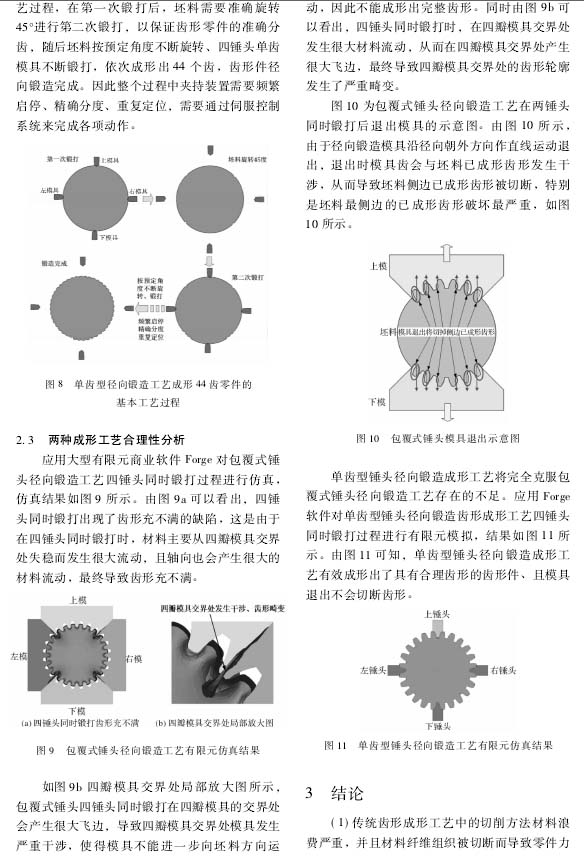
(3)包覆式锤头径向锻造齿形成形工艺存在四锤头同时锻打齿形充不满,四瓣模具交界处模具发生干涉,交界处齿形发生畸变,若齿形充满模具则分瓣模具退出时齿形被切掉等致命缺点,不能成形出完整合理的齿形。
(4)单齿型锤头径向锻造成形工艺在成形过程中涉及频繁启停、精确分度、重复定位的要求,需要通过伺服控制系统来实现各项动作,且该工艺形式可有效成形出具有合理齿形的齿形件,模具退出不会切断齿形。
以下是正文: