【作 者】张浩;何长树;李晓丹;李颖
宾果游戏 【前 言】
目前,运载火箭贮箱等大型部件普遍采用先分块成形,再焊接的方式进行制造,但存在尺寸精度差、生产效率低等问题,采用大尺寸坯料进行整体成形则有望使这些问题得到解决[1-2]。但目前国内某厂生产的板材宽度不能满足成形部件的尺寸要求,采用拼焊板技术可以增加成形坯料板的宽度,进而解决生产大型部件受板材宽度限制的问题[3-4]。
拼焊板(Tailor-welded Blanks, TWBs)成形技术是通过焊接的方式把数块不同材质或不同尺寸的金属板料连接在一起从而形成一整张板材,而后采用特定的成形工艺对坯料进行整体成形的方法,广泛应用于汽车制造、飞机制造等行业[5]。
本项目以FSW拼焊、退火、整体冲压成形、固溶+时效、分段安装工艺路线为背景,对2024-0铝合金FSW拼焊板进行焊后退火处理并进行杯突试验,利用数值模拟技术对杯突过程进行模拟,并对接头的微观组织进行观察,旨在揭示杯突值变化的本质原因,探究模拟终止时杯突试样应力应变分布规律,对裂纹起裂位置进行合理预测,为拼焊板成形技术的应用提供理论基础和数据支持。
宾果游戏 【结 论】
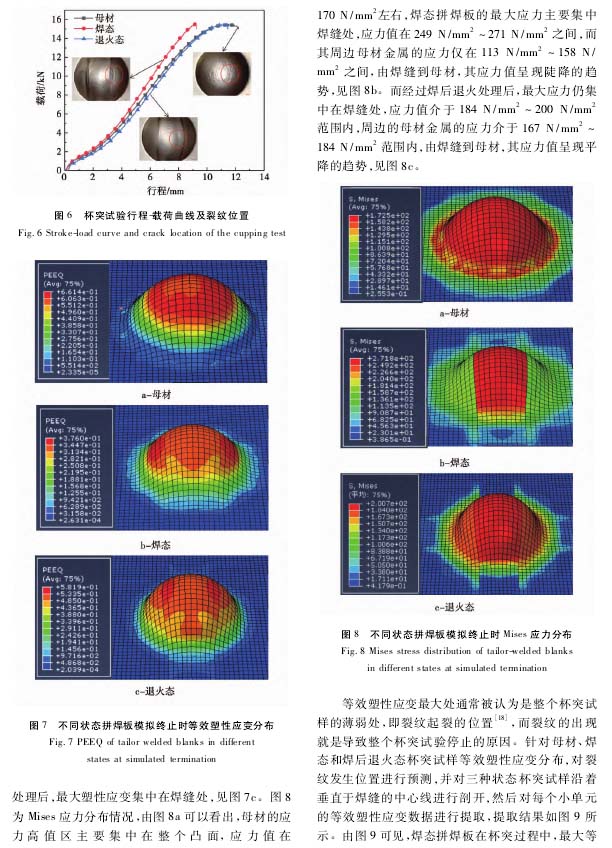
宾果游戏 (1)焊态拼焊板经退火处理后,杯突值由8. 23 mm提高到10. 49 mm,接近母材的杯突值11.53 mm。焊后退火导致拼焊板焊核区发生软化,提高了其与周围金属的协同变形能力,进而提高了拼焊板的成形性能。
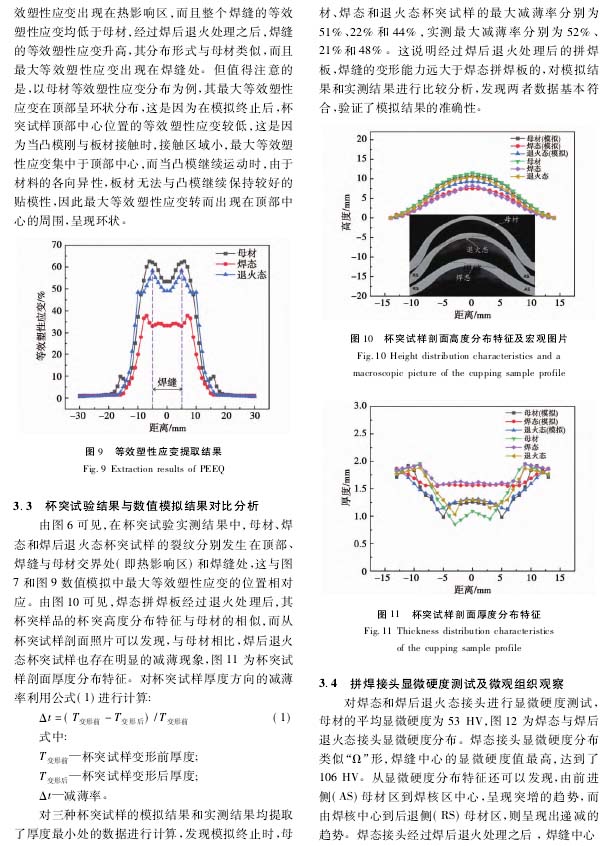
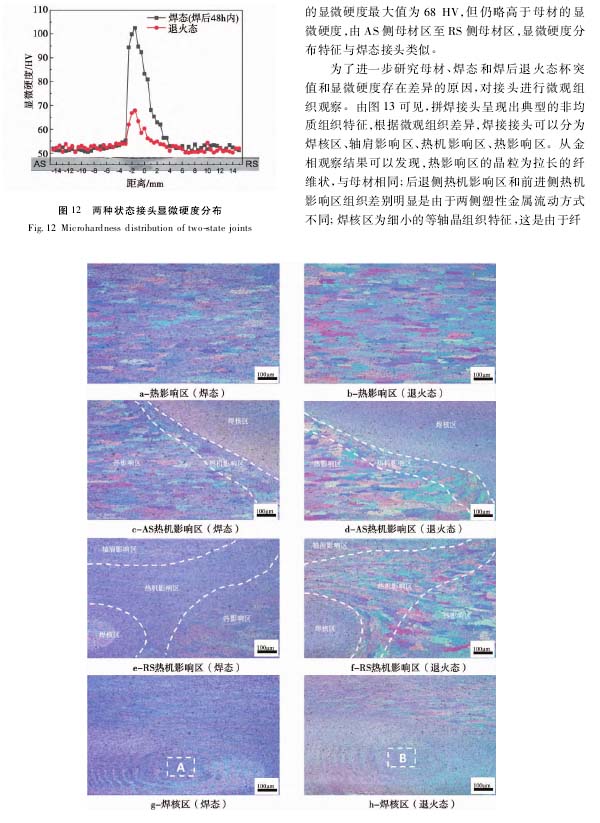
(2)杯突试验过程的数值模拟结果表明,杯突试验模拟过程终止时杯突试样剖面高度及厚度分布特征均与实测结果相符;等效塑性应变最大位置是杯突试样的薄弱区,该区减薄率最大,是裂纹的起裂位置,这与杯突试验中裂纹出现的位置一致。
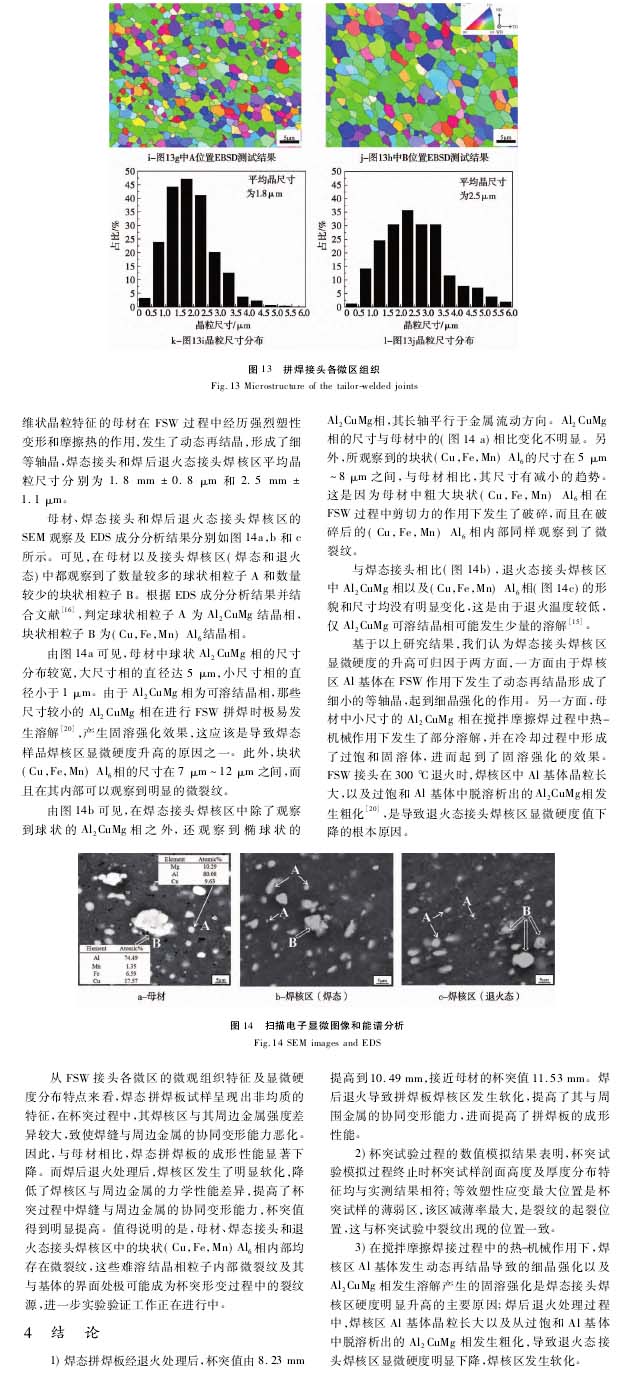
宾果游戏 (3)在搅拌摩擦焊接过程中的热-机械作用下,焊核区A1基体发生动态再结晶导致的细晶强化以及Al2CuMg相发生溶解产生的固溶强化是焊态接头焊核区硬度明显升高的主要原因;焊后退火处理过程中,焊核区Al基体晶粒长大以及从过饱和Al基体中脱溶析出的Al2CuMg相发生粗化,导致退火态接头焊核区显微硬度明显下降,焊核区发生软化。
以下是正文: