宾果游戏 【作 者】曹荣青;王炯;束长林;王明镜;王余松
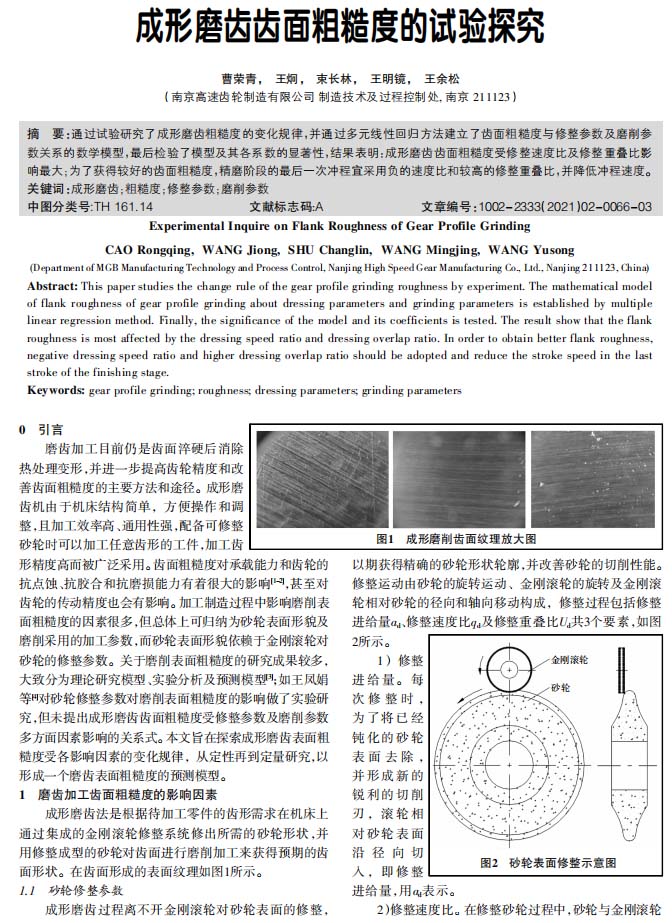
磨齿加工目前仍是齿面淬硬后消除热处理变形,并进一步提高齿轮精度和改善齿面粗糙度的主要方法和途径。成形磨齿机由于机床结构简单,方便操作和调整,且加工效率高、通用性强,配备可修整砂轮时可以加工任意齿形的工件,加工齿形精度高而被广泛采用。齿面粗糙度对承载能力和齿轮的抗点蚀、抗胶合和抗磨损能力有着很大的影响[1-2],甚至对齿轮的传动精度也会有影响。
加工制造过程中影响磨削表面粗糙度的因素很多,但总体上可归纳为砂轮表面形貌及磨削采用的加工参数,而砂轮表面形貌依赖于金刚滚轮对砂轮的修整参数。关于磨削表面粗糙度的研究成果较多,大致分为理论研究模型、实验分析及预测模型[3];如王凤娟等[4]对砂轮修整参数对磨削表面粗糙度的影响做了实验研究,但未提出成形磨齿齿面粗糙度受修整参数及磨削参数多方面因素影响的关系式。本文旨在探索成形磨齿表面粗糙度受各影响因素的变化规律,从定性再到定量研究,以形成一个磨齿表面粗糙度的预测模型。
宾果游戏 【结 论】
本文从定性到定量分析了成形磨齿齿面粗糙度随各影响因素的变化规律,建立了成形磨齿齿面粗糙度的数学关系式,然后对模型的可信度进行假设检验,表明该模型具有高度显著性,验证了模型的可靠性。
研究表明,成形磨齿齿面粗糙度影响最大的是砂轮修整参数,尤其是修整速度比和修整重叠比,其次是修整进给量和磨削冲程速度,为了获得较好的齿面粗糙度,精磨阶段最后一次冲程宜采用负的修整重叠比及较高的修整重叠比,并降低冲程速度。
以下是正文: