【作 者】高亚南;李彦波;曹大兴;刘凯凯;张宝成
宾果游戏 管材、型材弯曲成形是一种重要的金属成形手段,车用电池壳边框通常是采用将直条形铝合金通过绕弯工艺进行弯曲成形,在绕弯过程中工件容易出现外弧面受拉截面收缩,内弧面受压截面扩张的缺陷,导致侧面存在宽度差,无法满足设计要求。以往的绕弯研究大多集中于对圆管及矩形管的研究,对于复杂空腔结构绕弯成形的研究较少[1-4]。
宾果游戏 在截面畸变机理及回弹的研究中发现,截面变形是型材受到切向拉应力和切向压应力的合力所致,一旦超过其允许的范围就发展为畸变,减小弯曲模及夹块与型材之间的间隙对回弹有很好的抑制作用[5-7]。本文基于绕弯成形工艺,应用仿真与实验结合的方法进行产品截面的优化,使产品满足后续焊接工艺要求。在8%的增重比约束范围内,获得了满足工艺要求的产品截面结构。
【结 论】
宾果游戏 1)通过仿真能够较准确地预测实际绕弯成形后工件的状态,成弧半径值仿真与实际误差6. 7%,包角值仿真与实际误差0. 5% ,回弹角值仿真与实际误差11%。
2)通过增加工件壁厚的方式进行绕弯成形, 立筋不能够抵抗成形过程中向内倒塌的趋势,截面畸变改善不明显。
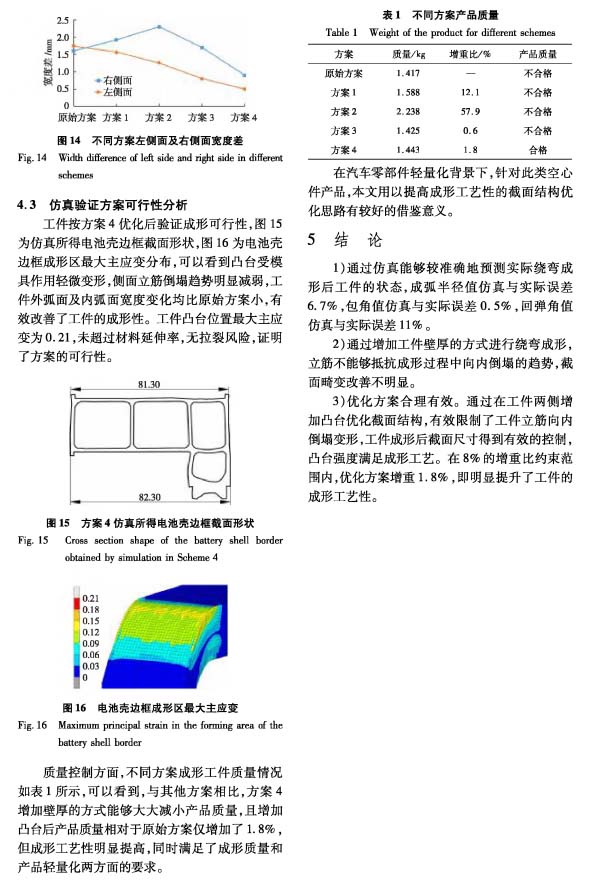
3)优化方案合理有效。通过在工件两侧增加凸台优化截面结构,有效限制了工件立筋向内倒塌变形,工件成形后截面尺寸得到有效的控制, 凸台强度满足成形工艺。在8%的增重比约束范围内,优化方案增重1. 8% ,即明显提升了工件的成形工艺性。
以下是正文: