宾果游戏 【作 者】凡晓波;洪吉庆;赖小明;许爱军;苑世剑
宾果游戏 【引 言】
铝合金因具有高比强度和良好的耐腐蚀性能,被广泛应用于航天、航空和汽车领域的主体结构材料[1],在运载火箭和飞机结构质量占比达到 50% 以上。相对现役铝铜、铝镁合金,铝锂合金添加了自然界最轻的金属元素Li,不仅密度下降3%~5%,强度还提高了 30% 以上,仅替代现役材料就可减轻结构质量15%以上。航天航空装备急需铝锂合金来实现材料轻量化[2-4]。为进一步减重和提高可靠性,从结构上还迫切需求整体结构代替传统的多块分体拼焊结构[5]。为此,出现了一类整体结构的铝锂合金薄壁曲面件,如运载火箭燃料贮箱箱底、卫星舱底、新型飞机蒙皮等。
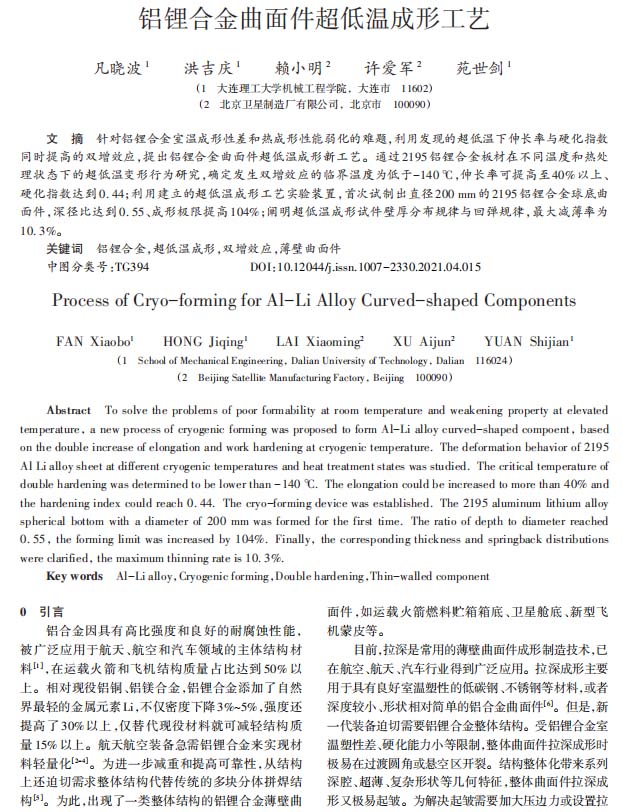
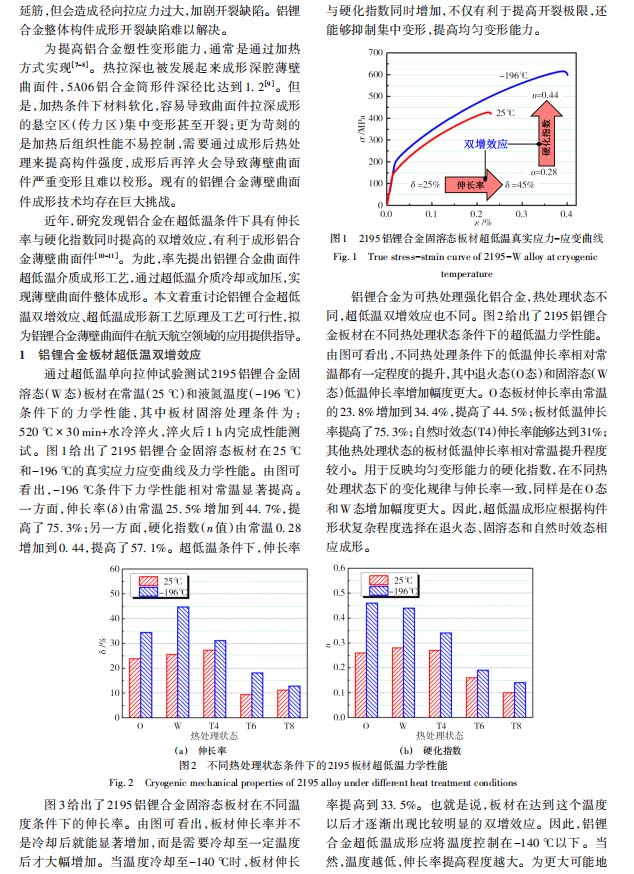
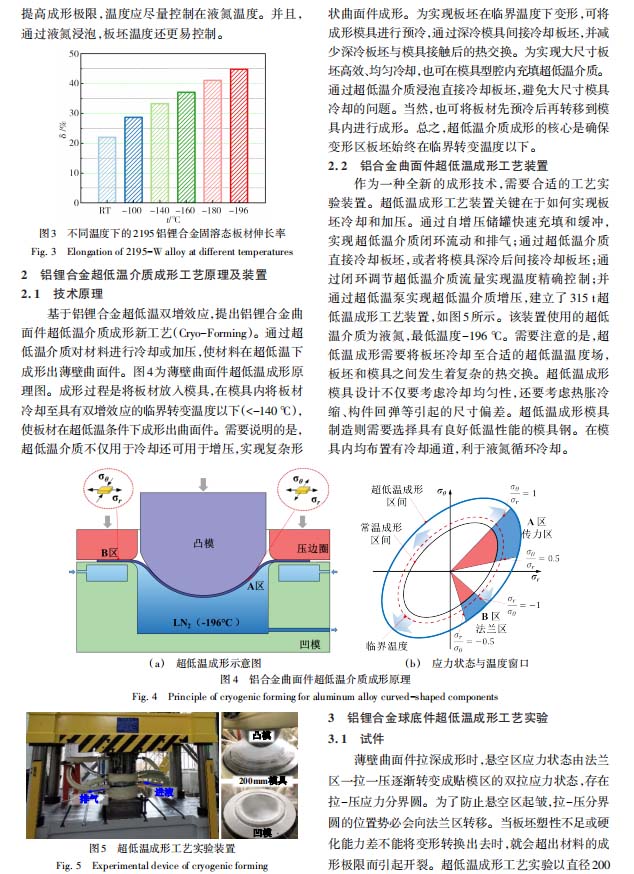
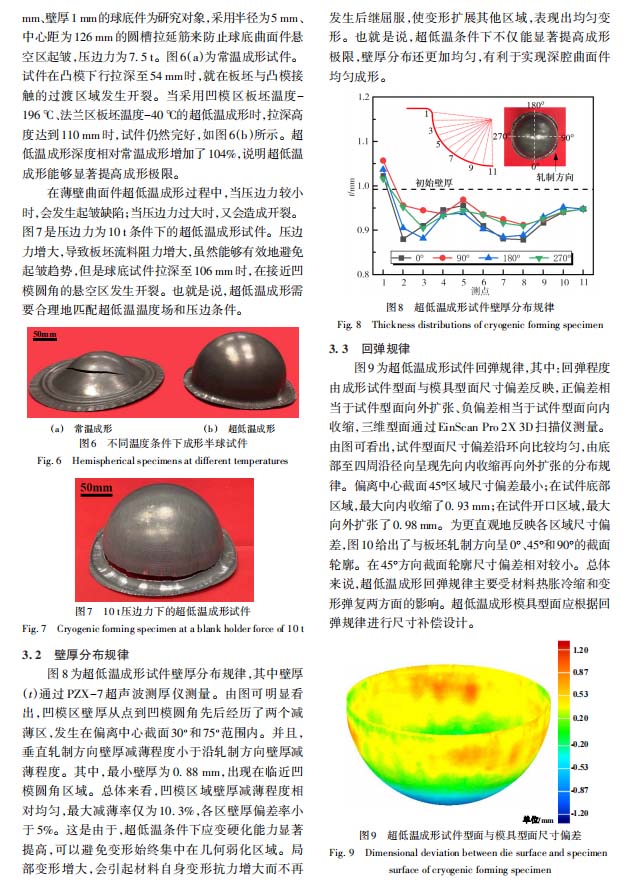
近年,研究发现铝合金在超低温条件下具有伸长率与硬化指数同时提高的双增效应,有利于成形铝合金薄壁曲面件[10-11]。为此,率先提出铝锂合金曲面件超低温介质成形工艺,通过超低温介质冷却或加压,实现薄壁曲面件整体成形。本文着重讨论铝锂合金超低温双增效应、超低温成形新工艺原理及工艺可行性,拟为铝锂合金薄壁曲面件在航天航空领域的应用提供指导。
【结 论】
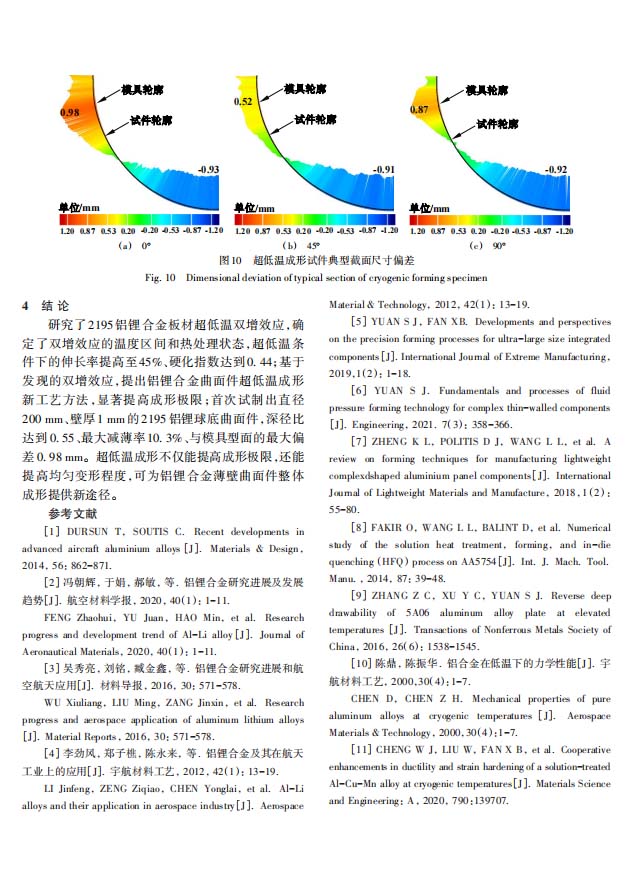
宾果游戏 研究了 2195 铝锂合金板材超低温双增效应,确定了双增效应的温度区间和热处理状态,超低温条件下的伸长率提高至45%、硬化指数达到0. 44;基于发现的双增效应,提出铝锂合金曲面件超低温成形新工艺方法,显著提高成形极限;首次试制出直径200 mm、壁厚 1 mm 的 2195铝锂球底曲面件,深径比达到0. 55、最大减薄率10. 3%、与模具型面的最大偏差0. 98 mm。超低温成形不仅能提高成形极限,还能提高均匀变形程度,可为铝锂合金薄壁曲面件整体成形提供新途径。
以下是正文: