
宾果游戏 内高压成型管材弯曲时,会产生截面形状的畸变,使圆截面变为椭圆形,严重时会压瘪,本文兴迪源机械带来内高压成型管材截面形状畸变、防止措施及弯曲极限径厚比。
一、内高压成型管材截面形状畸变:
管材弯曲时,会产生截面形状的畸变,使圆截面变为椭圆形,严重时会压瘪。用不圆度来衡量截面形状的畸变的程度,即
η=dmax-dmin/d×100% (3-1)
宾果游戏 式中η—不圆度(%)
dmax—弯曲后管材椭圆截面的长轴直径(mm);
宾果游戏 dmin—弯曲后管材截面的短轴直径(mm);
d—管材外径(mm)。
二、内高压成型管材截面形状畸变防止措施:
管件弯曲的畸变量过大,将影响后续的预成形和内高压成形,容易引起弯曲外侧的开裂。针对于CNC弯曲,防止截面形状畸变的常用办法如下:
宾果游戏 1)使用芯棒支撑断面,以防止断面畸变。常采用的芯棒有球头芯棒、圆锥芯棒、勺形芯棒或多头芯棒等。采用合理结构形式的芯棒是大批量生产中防止截面畸变和内侧起皱的主要措施。
宾果游戏 2)在管材内充填颗粒状的介质、流体介质、弹性介质或低熔点合金等,防止断面形状畸变。这种方法较为容易,应用比较广泛,多用于中小批量的生产。
三、内高压成型管材的弯曲极限径厚比:
评价管材弯曲难易程度的指标,除了最小弯曲半径外,管材径厚比(直径与壁厚之比)是评价管材弯曲难易程度的另一个重要指标。
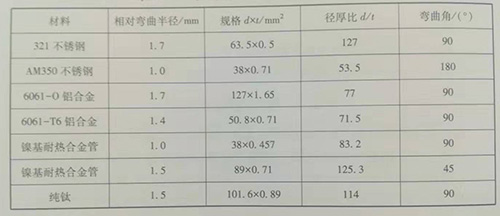
宾果游戏 随着管材径厚比的增大,管材的相对壁厚越薄,弯曲过程起皱趋势严重,管材弯曲难度逐渐增加。极限径厚比是指在相对弯曲半径、弯曲工艺一定条件下,不发生起皱的最大径厚比。目前常用的管材数控弯曲(CNC)工艺,可达到的极限径厚比如表3-3所示。决定管材极限径厚比的主要因素是村料和弯曲半径。
宾果游戏 对于相对弯曲半径为1.7mm,不锈钢管材的极限径厚比达到127,而6061-O铝合金管件的极限径厚比仅为77,表明弯曲半径相同,材料的弹性模量和强度越高,极限径厚比越大;对于相同材料(镍基耐热合金管),相对弯曲半径越小,极限径厚比也越小。
表3-3管材CNC弯曲的极限径厚比
【兴迪源内高压成型优势】
兴迪源机械(Xingdi Machinery)是一家专注流体压力成形技术的锻压设备制造企业。自2007年创立以来,公司一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。
宾果游戏 兴迪源机械是先进轻量化成形技术的提供者,从产品研发、设备生产、模具研制、方案定制,直至最终交付及提供增值服务,我们为客户提供的不仅仅是一台设备,而是一整套智能制造成形方案。
部分文段和图片摘自:
《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
版权归原作者所有
如若侵权请联系删除