
本文兴迪源机械带来铝合金副车架内高压成型详解,该零件为三维空间轴线,截面以圆形截面为主,端部为跑道形截面。
一、铝合金副车架及典型截面:
宾果游戏 轿车铝合金副车架零件形状及典型截面如图3-54所示,该零件为三维空间轴线,截面以圆形截面为主,端部为跑道形截面。在所有典型截面中,截面A-A的膨胀量最大,为3.85%,截面G-G的膨胀量最小,为2.54%。通过管材液压胀形实验测得材料的力学性能。管材的屈服强度为61MPa,抗拉强度为170MPa,n值为0.26。

图3-54铝合金副车架及典型截面形状
二、缺陷形式:
宾果游戏 铝合金在数控弯曲和内高压成形过程中会出现不同的缺陷形式,在数控弯曲过程中主要缺陷形式为起皱和橘皮,而在内高压成形过程中,其主要成形缺陷形式为开裂。
1)起皱:
起皱是铝合金管材数控弯曲时出现的缺陷之一,如图3-55所示。影响铝合金管材数控弯曲时出现起皱的主要因素有:导向模与管材间隙,芯轴尺寸,侧向和轴向推力等。采取的主要解决措施有:调整防皱板的位置,使之有效限制管材内侧材料向后流动,并使导向模、防皱板、芯轴与管材的间隙合适,采取合理的侧向和轴向推力。
2)橘皮:
铝合金管材在数控弯曲时,容易在弯曲外侧表面产生橘皮现象,如图3-56所示。
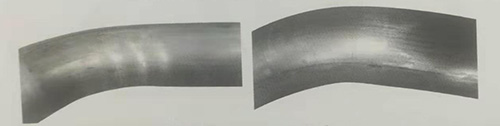
图3-55铝合金管材弯曲起皱 图3-56铝合金管材表面橘皮
产生橘皮的主要原因是由于铝合金管材初始晶粒较大,发生不均匀塑性变形时,在表面形成局部凹陷和凸起。影响橘皮组织产生的因素包括初始晶粒尺寸、微观织构、塑性变形量及受力方式等,其中初始晶粒尺寸是影响橘皮产生的主要原因。因此,为了有效控制橘皮组织的产生,一定要严格控制管材的初始晶粒尺寸。
3)开裂:
开裂是铝合金管材内高压成形时最常出现的缺陷形式,开裂一般发生在弯曲的外侧、形状变化剧烈过渡区域和变形量较大的位置,如图3-57所示。
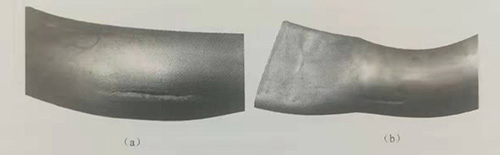
图3-57铝合金管材开裂缺陷
a)弯曲外侧开裂;(b)过渡区域开裂。
在弯曲外侧发生开裂主要是由于弯曲导致管坯外侧过度减薄,导致在后续内高压成形过程中因塑性不足发生开裂。同时,在形状变化剧烈的位置,由于形状的差异明显,合模后的管件与模具的间隙过大,在内高压成形时可能会导致局部膨胀率较大,导致内高压成形出现开裂。另外对于多边形截面形状的管件,容易在圆角和直边的过渡区域开裂,这和钢管等其他材料的变形规律是一致的,主要是由于摩擦导致过渡区过度减薄造成的。
解决开裂的措施:一是采用增加轴向推力和改善弯曲模具表面质量等措施,控制外侧减薄,提高弯曲件表面质量二是优化合理预制坯形状,调整管坯和内高压成形模具之间的间隙,使管坏的轴线形状尽可能和模具型腔形状吻合,同时保证管坯和模具间隙沿周向分布均匀。
铝合金副车架内高压成形件壁厚分布对使用性能有着重要的影响。弯曲工序的壁厚分布是影响最终内高压成形工序壁厚分布的主要因素,如果弯曲件壁厚减薄严重,很容易导致开裂缺陷。
4)铝合金管材内高压成形过程壁厚减薄率分布:
管材经过弯曲后其最大减薄率为15.8%,位于第D-D截面外侧,最大增厚率为17.4%,位于D-D截面的内侧。内高压成形后,最大减薄率为20.2%,位于F-F截面外侧;最大增厚率为15.7%,位于D-D截面内侧,如图3-58所示。

图3-58铝合金管材内高压成形过程壁厚减薄率分布
(a)弯管件;(b)内高压成形件。
铝合金副车架的成形工艺为管材一数控弯曲一预成形一内高压成形,考虑最终的力学性能,增加人工时效工序,人工时效工艺为175℃下保温8h。模具包括数控弯曲、预成形模具和内高压成形模具。
由于零件的弯曲半径小,弯曲段之间没有过渡段,弯曲模具为三层成形模,非常复杂。内高压成形模具包括上模、下模和密封装置,其中密封形式采用异形密封。图3-59为铝合金副车架的各个成形工序件,包括数控弯曲件、预成形件和内高压成形件。
【兴迪源机械内高压成形设备优势】
宾果游戏 兴迪源机械(Xingdi Machinery)是一家专注流体压力成形技术的锻压设备制造企业。自2007年创立以来,公司一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。
兴迪源机械自2010年开始组建超高压液力成形技术团队,突破了成形压力100MPa-250MPa的技术难关,研发出“内高压成型设备”并投入用户生产现场。至今,公司已是创立超过10年的实力企业,已掌握了成形压力为500MPa的技术,并向市场提供了合模力4000吨、成形压力达500MPa以内的各种规格的内高压成型液压设备数十台套,技术研发成果在国内同行的民营企业中达到优异水平。
部分文段和图片摘自:
宾果游戏 《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
版权归原作者所有
宾果游戏 如若侵权请联系删除