
宾果游戏 本文兴迪源机械带来MPV轿车副车架内高压成形详解,MPV轿车副车架主管是一个典型的轴线为三维空间曲线的空心变截面结构件,如图3-60所示。截面周长沿轴线发生变化,最大截面周长245.4mm(D一D截面),最小截面周长234.2mm(C-C截面),零件上有10个直径∅10mm的孔。
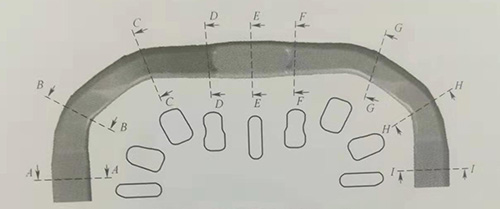
图3-60MPV副车架主管零件图
一、副车架成形工序:
副车架成形工序主要包括数控弯曲、预成形和内高压成形。如果没有预成形工序,采用弯曲管件直接放到内高压成形模具中合模,在多个位置出现了咬边缺陷(图3-61(a)),无法完成后续的内高压成形过程。因此,预成形工序是必要的。首先将弯曲管件进行预成形,然后再放到内高压成形模具中合模,可以顺利完成内高压成形合模过程(图3-61(b))。
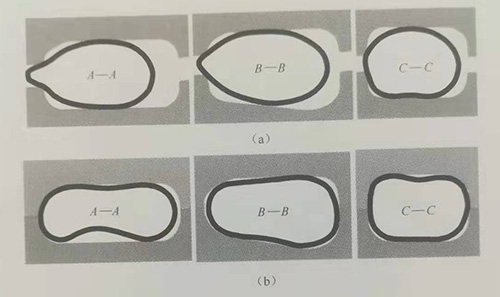
图3-61合模过程(a)弯曲管直接合模;(b)预制坯合模。
宾果游戏 副车架成形各工序件的壁厚分布情况如图3-62所示。弯曲后外侧最小壁厚为2.23mm,减薄率为14.2%;内侧增厚,最大壁厚为3.04mm,增厚16.9%。预成形后,壁厚基本保持不变。内高压成形后,最小壁厚1.97mm,减薄率为24.2%,最大壁厚3.23mm,增厚率为24.3%。
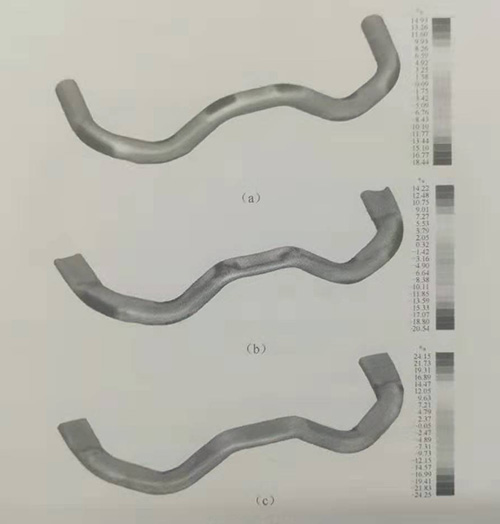
图3-62 内高压成形过程壁厚变化
(a)弯曲件;(b)预成形件;(c)内高压成形件。
宾果游戏 最终得到副车架的内高压成形件及各个工序件,包括数控弯曲件、预成形件和内高压成形件,其中内高压成形件上带有的10个孔全部采用液压冲孔的复合工艺成形,如图3-63所示。

图3-63MPV轿车副车架工序件
焊缝位于内侧的管件,在内高压成形过程中工件完全贴模时,各焊缝及热影响区位置未出现任何缺陷,且经过多个试件的重复验证,具有很好的一致性。说明整形工序中,虽然焊缝属于破裂易发区,但因焊缝远离变形量较大的圆角区,即使整形压力很高,焊缝也未出现破裂缺陷。
二、内高压成形件的力学性能:
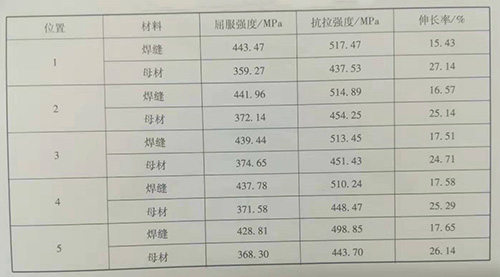
宾果游戏 为了获得内高压成形件的力学性能,分别从不同的位置选取试样,测试内高压成形件的试样拉伸性能和典型区域的硬度。单向拉伸试样选取位置如图3-64所示,获得的力学性能见表3-11。焊缝的强度要远高于母材,而延伸率低于母材。
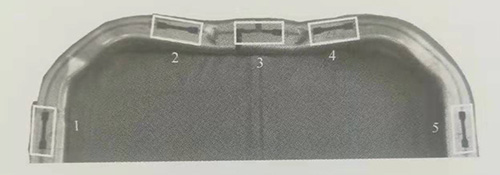
图3-64试样选取位置
表3-11内高压成形件力学性能
宾果游戏 分别于内高压成形件所标注的1-5位置处测量硬度,硬度测量结果如图3-65所示,在焊缝中心位置,硬度最大,在焊缝热影响区,硬度有所降低,在远离焊缝的母材区域,硬度基本保持不变。
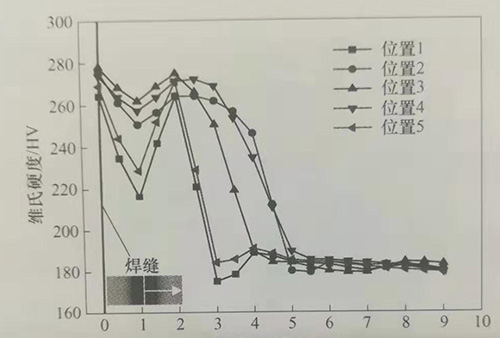
图3-65内高压成形件硬度分布
【兴迪源机械内高压设备优势】
宾果游戏 兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。公司建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航空航天大学等院校开展长期的科研课题开发合作。

自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。
部分文段和图片摘自:
《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
版权归原作者所有
如若侵权请联系删除