
宾果游戏 多通管件的种类较多,按照多通数量分为直三通管(T形管)、斜三通管(Y形管)、U形三通管、X形四通管和五通以上的多通管,本文兴迪源机械带来多通管的种类与内高压成形工艺过程。
一、多通管的种类:
多通管件的种类较多,按照多通数量分为直三通管(T形管)、斜三通管(Y形管)、U形三通管、X形四通管和五通以上的多通管,如图4-1所示。按主管、支管直径大小分为等径和异径多通管;按轴线形状,分为直线和曲线多通管;按对称性,分为对称和非对称多通管。
宾果游戏 按照壁厚大小,分为厚壁和薄壁多通管,薄壁多通管一般指壁厚0.5-2mm的管件。T形和Y形三通管件是多通管中应用最多的结构形式。
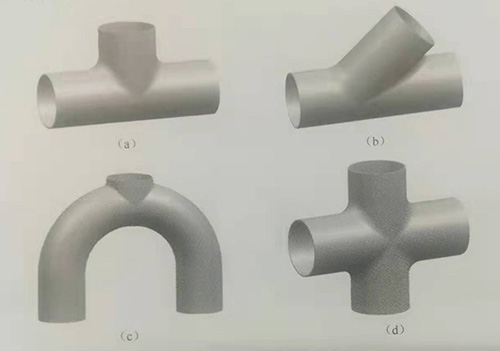
图4-1典型多通管件
(a)T形三通管;(b)Y形三通管;(c)L形三通管;(d)X形四通管。
二、薄壁三通管的传统制造工艺:
宾果游戏 薄壁三通管的传统制造工艺主要有两种:一种是两个直管的插焊结构;另种是利用板料冲压成两个半管后再焊接成整管,如图4-2所示。
宾果游戏 采用焊接工艺制造多通管存在的主要问题;焊接变形导致废品率高;由于焊逢及残余应力存在,可靠性差;内表面不光滑、流体阻力大。此外,对于支管高度不大的T形通管,还可以用冲孔和钢球翻边的工艺制造。
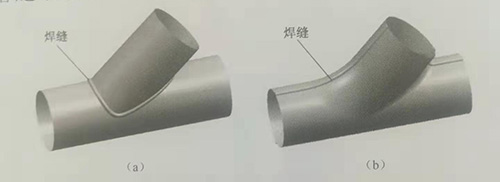
图4-2薄壁三通管传统制造工艺
(a)插焊;(b)冲压半管焊接。
三、多通管的内高压成形工艺过程:
以管材为坯料通过内高压成形可以直接加工出整体结构的多通管。下面以Y形三通管为例,说明多通管内高压成形基本工艺过程(图4-3)。
三通管内高压成形模具由上模、下模、左冲头、右冲头和中间冲头组成。首先将管材放入下模,闭合上模具后,向管内充满液体,用左右冲头进行密封,然后左右冲头施加轴向力进行补料,同时管内施加一定的压力来使管材成形。
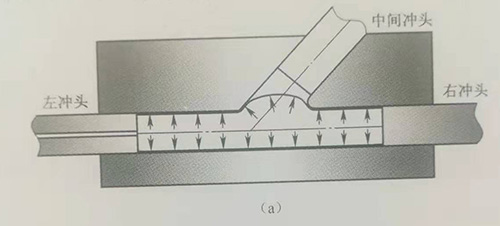
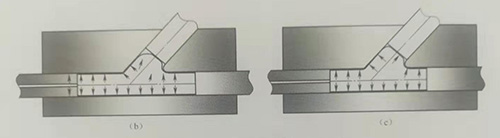
图4-3三通管内高压成形工艺过程
(a)初期(自由胀形阶段);(b)中期(支管成形阶段);(c)后期(整形阶段)。
三通管的成形工艺过程分为三个阶段:
宾果游戏 ①成形初期(图4-3(a)),中间冲头不动,左右冲头进行轴向补料的同时,向管材内施加一定的内压,支管顶部尚未接触中间冲头,处于自由胀形状态。
宾果游戏 ②成形中期(图4-3(b)),从支管顶部与中间冲头接触开始,内压继续增加,左右冲头继续进给补料,中间冲头开始后退,后退中要保持着与支管顶部的接触,并对支管顶部施加一定的反推力,以防止支管顶部的过度减薄造成开裂。在这一阶段已经完成支管高度的成形,但支顶部过渡圆角尚未成形。
宾果游戏 ③成形后期(图4-3(c)),左右冲头停止进给,中间冲头停止后退,迅速增加内压进行整形使支管顶部过渡圆角达到设计要求。
三通管内高压成形过程中,不同成形阶段内压与冲头进给行程至关重要。
图4-4所示为不同成形阶段给定的内压与冲头进给行程匹配曲线。支管成形主要通过左右冲头轴向补料和胀形来实现,因此在成形初期主要是左右冲头进行进给,中间冲头在管材发生自由胀形与中间冲头端面接触后开始后退,以保支管在中间冲头提供背压的作用下完成成形。
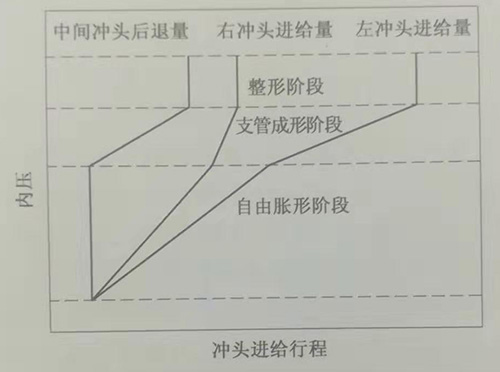
图4-4三通管内高压成形工艺过程
【兴迪源机械内高压成形设备优势】
宾果游戏 兴迪源机械(Xingdi Machinery)是一家专注流体压力成形技术的锻压设备制造企业。自2007年创立以来,公司一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。

兴迪源机械(Xingdi Machinery)是河南孟电集团兴迪锻压设备制造有限公司,原"河南兴迪锻压设备制造有限公司"和佛山市南海兴迪机械制造有限公司的注册品牌,寓意“兴邦立事、允迪中和、源广流长”,企业一贯的品牌理念是:“打造流体压力成形国家品牌,为促进国家生产力和科技自主创新做贡献”。
部分文段和图片摘自:
宾果游戏 《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
宾果游戏 版权归原作者所有
如若侵权请联系删除