
宾果游戏 多通管内高压成形过程中,由于内压、左右两端轴向进给量及中间冲头后退量匹配的不合理,会出现不同的缺陷形式。本文兴迪源机械带来多通管内高压成形的缺陷形式及预防措施。
一、多通管内高压成形的缺陷形式:
多通管内高压成形过程中,由于内压、左右两端轴向进给量及中间冲头后退量匹配的不合理,会出现不同的缺陷形式。T形三通管内高压成形的主要缺陷形式有支管顶部破裂、主管起皱,如图4-5所示;而Y形三通管由于结构的不对称性还会出现支管过渡区内凹的缺陷,如图4-6所示。

图4-5T形三通管成形缺陷
(a)支管破裂;(b)主管起皱。
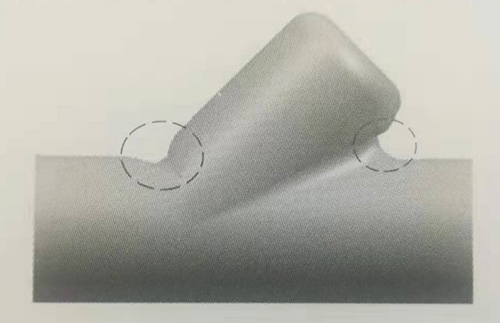
图4-6Y形三通管过渡区凹陷
二、支管破裂的原因及预防措施:
宾果游戏 1)支管破裂的原因:
宾果游戏 T形三通管有一单侧支管,属上下非对称结构,成形时其左右两端轴向进给量是相同的。
在成形初期的自由胀形阶段,支管顶部处于双向拉应力状态,破裂是内压过高、轴向进给过慢造成的。
宾果游戏 在成形中期,支管顶部破裂原因是中间冲头后退过快,甚至与支管顶部脱离,造成破裂。
宾果游戏 同时,材料的力学性能参数和润滑条件对成形有较大影响,材料的硬化指数n越小,壁厚减薄和开裂的趋势越严重;材料的厚向异性指数r越小,支管开裂的趋势也越严重。摩擦的影响主要表现在影响胀形区材料的自由移动和管端的顺利补料,如润滑条件不好摩擦比较大时,成形同样高度支管的胀形压力势必要提高,从而使支管顶部受较大双向拉应力作用,容易产生开裂。
2)减小管材与模具摩擦的途径:
因此,为使管件顺利成形,必须减小管材与模具之间的摩擦,其途径有二:
宾果游戏 1、降低模具型腔内表面粗糙度,如通过化学涂层CVD与物理涂层PVD方法进行表面硬化处理;
宾果游戏 2、在模具与管材有相对运动的部位喷涂润滑剂。
三、主管起皱、支管过渡区凹陷的原因及预防措施:
主管起皱主要是在成形初期、中期因轴向进给过快、内压过低造成的,使得轴向送进的材料不能及时流动到支管部分,从而在主管形成皱纹。管壁越薄、管材原始长度越长,起皱的趋势越严重。同样,如润滑条件不好,摩擦力较大时会阻碍材料流向支管,而继续进行补料时,材料流动受阻会产生压缩失稳从而产生较均匀的褶皱。
Y形三通管上下、左右均为非对称结构,其在多通管液压成形中难度最大,缺陷形式具有代表性。
在成形过程中,内压、左右两端轴向进给量及中间冲头的后退量匹配得不合理,除了会出现T形三通管的主管起皱及支管顶部破裂的缺陷形式外,由于左右轴向进给量的分配不合理,还会出现支管过渡区凹陷或起皱的缺陷。在最后的整形阶段,从理论讲左右冲头不需要进给,只要能维持密封保证内压升高整形即可。
由于内高压成形设备控制精度差或冲头密封结构不合理,也会造成冲头位移过多而引起在支管过渡区凹陷。凹陷缺陷可能发生在左侧过渡区,也可能发生在右侧过渡区或左右两侧均存在。多通管内高压成形时,加载曲线必须控制在成形区间内,即内压、轴向进给量及中间冲头的后退量匹配合理。
【兴迪源机械内高压成形设备优势】
兴迪源机械(Xingdi Machinery)是一家专注流体压力成形技术的锻压设备制造企业。自2007年创立以来,公司一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。
宾果游戏 兴迪源机械(Xingdi Machinery)是河南孟电集团兴迪锻压设备制造有限公司,原"河南兴迪锻压设备制造有限公司"和佛山市南海兴迪机械制造有限公司的注册品牌,寓意“兴邦立事、允迪中和、源广流长”,企业一贯的品牌理念是:“打造流体压力成形国家品牌,为促进国家生产力和科技自主创新做贡献”。
宾果游戏 部分文段和图片摘自:
《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
宾果游戏 版权归原作者所有
如若侵权请联系删除