
与冲压工艺相比,板材液压成形工艺的优点可以概括为:由于流体接触面板的一侧,整个板材表面的应变分布更高且均匀;与现有拉模操作相比,拉深深度更大(可达1.5倍);提高表面光洁度,降低回弹,缩短工具开发时间,降低工具成本。本文兴迪源机械带来板料液压成形的优点概述及散热器支撑结构的内高压成形优点。
一、板料液压成形的优点概述:
与冲压工艺相比,板材液压成形工艺的优点可以概括为:
宾果游戏 1)由于流体接触面板的一侧,整个板材表面的应变分布更高且均匀。
宾果游戏 2)与现有拉模操作相比,拉深深度更大(可达1.5倍)。
宾果游戏 3)提高表面光洁度,降低回弹,缩短工具开发时间,降低工具成本。然而,由于周期较长,板材液压成形更适合于小批量生产。较大的面板通常需要非常大的液压机,这可能导致较高的成本支出。
二、散热器支撑结构的内高压成形优点:
宾果游戏 图4-4中的散热器密封组件(Longhouse 1997)是另一个选择液压成形设计而不是冲压设计的例子。
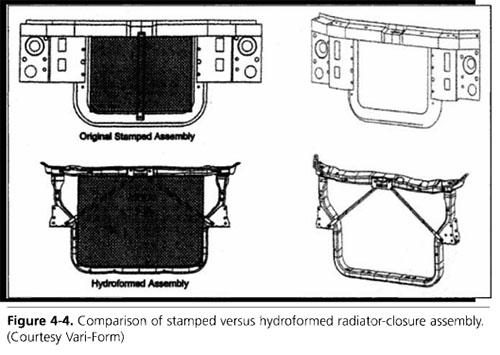
对于液压成形组件,零件数量从14减少到10。质量也从31.1磅(14千克)减至23磅(11千克)。液压成形设计在零件数量和重量上都节省了27%。
冲压散热器盖总成需要170个点焊和4个MIG焊接,而液压成形总成需要9个螺栓和16个MIG焊接。液压成形总成在结构上也更坚固,与冲压总成相比,进气口区域的开口大43%。
宾果游戏 与液压成形替代方案相比,强度和刚性装配(右)。
在液压成形设计中,由于混合半径和混合室在两个流道界面处的体积较大,气体流动得到改善。通过将焊缝从高应力区域移开,接头的疲劳强度大大提高。改进了液压成形设计方案的装配,简化了焊接线,并在焊接前引入了一个滑动平面进行精确的夹具装配。
三、炉门把手的内高压成形优点:
炉门把手非自动液压成形应用,炉门把手,如图4-6所示。
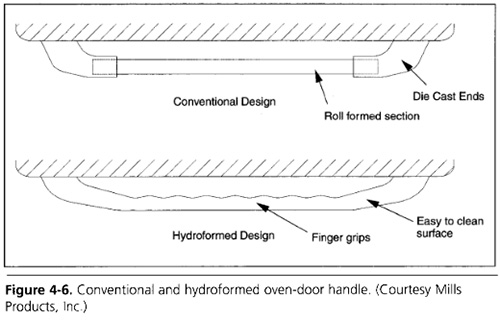
这种手柄的常规设计由三部分组成:两个中心截面为钢辊的压铸端。液压成形把手为一体式设计,由低碳薄壁钢管制成。
宾果游戏 液压成形把手重量较轻,硬度和强度增加,该设计更具功能与成型的手指握把和易于清洁的表面。
【兴迪源机械内高压成形设备优势】
自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。
宾果游戏 兴迪源机械自2010年开始组建超高压液力成形技术团队,突破了成形压力100MPa-250MPa的技术难关,研发出“内高压成型设备”并投入用户生产现场。至今,公司已是创立超过10年的实力企业,已掌握了成形压力为500MPa的技术,并向市场提供了合模力4000吨、成形压力达500MPa以内的各种规格的内高压成型液压设备数十台套,技术研发成果在国内同行的民营企业中达到优异水平。