
内高压成形模具的设计应遵循以下步骤:1)为部件几何形状设置合适的模具位置,并建立模具分模线;2)建立从部件装饰线到管的适当附录组件两端的部分;3)设计充液、密封、穿孔的布置组件等;本文兴迪源机械带来内高压成形生产模具的设计步骤详解。
一、内高压成形模具的设计应遵循以下步骤:
宾果游戏 1)为部件几何形状设置合适的模具位置,并建立模具分模线;
2)建立从部件装饰线到管的适当附录组件两端的部分;
宾果游戏 3)设计充液、密封、穿孔的布置组件;
4)根据选择的刀具材料和施工方法,完成上下刀具设计;
5)工具内部和周围的流体管理设计。
二、内高压成形生产模具的设计步骤详解:
步骤1:确定模头角度和分模线:
刀具的设计首先将部件的几何形状倾斜到合适的模具位置,以使刀具深度最小化,并建立模具分割线。
宾果游戏 最佳叠合生产线的主要考虑因素是:
1)零件成型后应易于从工具上取下,不应出现锁模情况。
图13-6(a)所示的组件设计是一个无法从下部工具中移除的部分的示例。像这样的部分只能通过在图13-6(c)中所示的工具中包括移动凸轮段来实现。这种类型的截面应该避免以降低工具的复杂性。
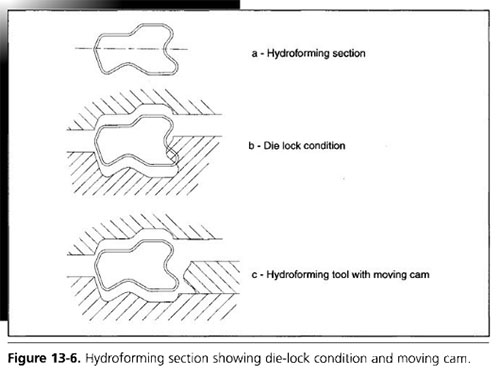
宾果游戏 2)在合模阶段,模具分模线边缘不应与管子接触。否则,液压成形件表面会有严重的刻痕,上下模分模线之间会有夹料的倾向。
宾果游戏 3)在可能的情况下,分割线应从一侧平衡到另一侧,这意味着分割线的垂直高度应在同一水平面上。平衡的分割线减少上下刀具之间的侧向力。
宾果游戏 如果从一边到另一边的分模线存在显著的高度差,则在高成形压力下的侧向力的大小将接近压力机的吨位,从而导致压力机和刀具的高磨损。如果无法实现平衡的分割线,则必须提供工具内的横向荷载。
步骤2:建立合适的附录:
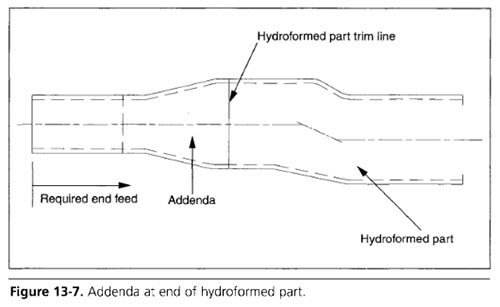
从组件中构建合适的补遗是很重要的将管路修剪到部件两端的管状部分。此步骤仅对在成形过程中无法推至正确长度的组件是必需的。垫板的形状应在管的装饰线和密封段之间逐渐混合。
长度应保持在最小,以减少材料废料的百分比。图13-7显示了典型的附录剖面图。
宾果游戏 步骤3:设计组件布局:
液压成形工具必须成功完成的两个主要要求是:
1)尽可能快地用成形液填充坯料。
缩短循环时间,
宾果游戏 2)从开始到结束,密封坯料的端部。
形成过程。
为了实现这些功能,采用了各种流体填充和密封方法的设计。由于大多数方法都是由各种液压成形设备制造商开发的专有设计,本文只关注一般原理。
组件坯料在低压下通过重力进料或低压高流量泵进行填充系统,重要的是要确保填充腔中没有大的气穴。
宾果游戏 如果在生产过程中,填充腔中的空气量因部件而异,那么灰化压力的增加和循环时间等工艺参数也会有所不同。在某些情况下,产品的质量也会受到影响;选择的填充方法可以是决定模具中组件布局的一个因素。
宾果游戏 步骤4:完成工具布局和设计:
宾果游戏 充液、密封和开孔所需的所有元件必须在工具布局中容纳穿孔,为所有液压和控制管路提供方便的通道和空间。根据选择的刀具材料和施工方法完成上下刀具设计。
宾果游戏 所有的工具部件都必须设计得足够坚固,以承受最大的成形压力,按吨位和末端进给载荷来推动模具进入模具。
步骤5:流体管理设计:
可以想象,液压成形工具通常是充满了成形液。
工具的设计应能将流体输送至工具或底座底部的低点,从这个区域流出的液体可以被转移到一个过滤罐中泵回主油箱,避免工具上有液体滞留的区域。
在成形操作过程中,为流体从空腔逸出做好准备,空腔中的被困水将不允许坯料充分膨胀到所需形状,这可以通过在空腔的最低点钻取小直径的孔来实现。
【兴迪源机械内高压设备优势】
兴迪源机械是以内高压成形技术为核心,以内高压成形机、内高压水胀成形机、内高压板材充液成形机、内高压三通机等设备为主导产品的生产厂家。兴迪源机械建立有液力内高压成形机械工程技术研究开发中心,并与中国科学院金属研究所、南京航空航天大学等院校开展长期的科研课题开发合作。

自2007年创立以来,兴迪源机械一直致力于内高压成形的技术创新和产品研发。主营产品范围从生产普通液压设备,现今发展至生产、研发国内顶尖流体压力成形技术的锻压设备。