
宾果游戏 本文兴迪源机械带来液压成形过程管端密封的三种方法解析,在一根管子的末端有三个表面,外径(OD)、内径(ID)和端面以及密封方法都是基于这三个表面,其他方法是这三种方法的变化或改进。
密封管坯端部的主要方法有三种:
一、密封方法1:
第一种方法是使用弹性密封件(如O型环)密封管子的外径,如图13-8所示。
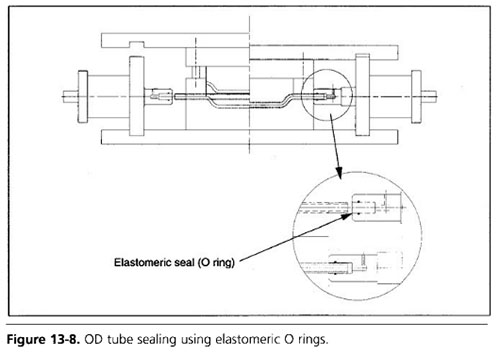
这种方法适用于低达约为10000 PSI(69 MPa)低压的应用,不需要队友的轴向进给。
为了使管的端部通过O形圈,管的端部必须无毛刺,外部有一个机加工的倒角,而且管也必须几乎是完美的圆形;即便如此,采用这种密封方法,O形圈的使用寿命有限,需要定期更换O形圈。
这种方法的主要优点是密封作用与管长度的变化无关,在液压成形操作过程中,也可以在不失去密封的情况下拉入管端。
二、密封方法2:
宾果游戏 如图13-9所示,使用弹性密封件(如O形密封圈)对管道内径进行密封,与方法1类似,这种密封方法也仅适用于低压应用。
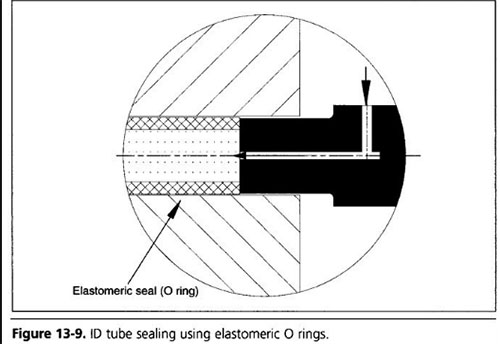
宾果游戏 管端也必须无毛刺,内边缘有机加工倒角,且管几乎完全圆。这种方法也限制了O形圈的使用寿命。
这种方法的主要优点是,如果需要,管的端部可以通过密封锥体柱塞上的台阶表面轴向推入模具腔中。
三、密封方法3:
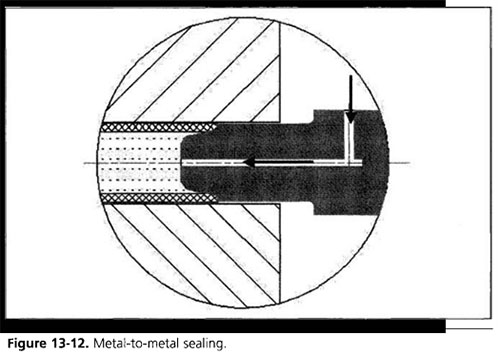
宾果游戏 这种方法在管端和内径表面提供金属对金属的密封。图13-10、13-11和13-12显示了可使用此方法进行密封的各种密封锥柱塞端部轮廓。
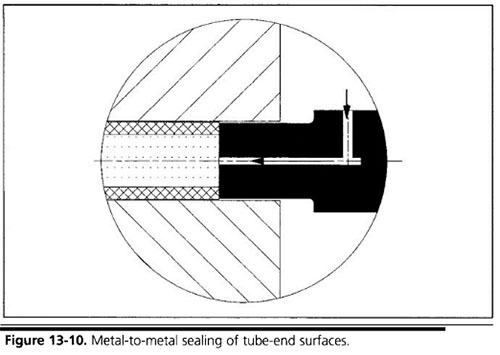
宾果游戏 选择的方案通常取决于液压成形工艺的要求,对于图13-10所示的选项,临界密封面是管端。
这将需要将管端切成±0.5度的正方形,以便密封成功。这种密封方法通常适用于厚壁管和中等范围的成形压力(高达15000 psi或100兆帕)。
宾果游戏 通常,使用此选项时,对管端的损坏较小,如果工艺要求将管端锁定到位,通常采用图13-11所示的方法。
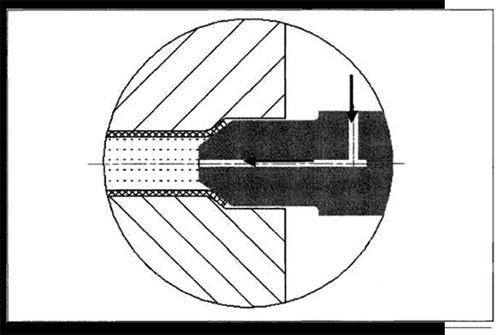
宾果游戏 在图13-12所示的方法中,通过楔入密封锥和模具表面之间的管厚度来实现密封,这种方法通常需要一些开发工作,并且对管材厚度变化敏感。
如果它用于轴向进给,刀具表面的磨损通常会比图13-10所示的方法高得多。对于所有这些密封方法,密封锥柱塞通常由液压缸推进到所需位置。
在液压成形过程中,液压缸也用于轴向进给。气缸施加的力必须足以使密封锥在整个液压成形循环中完全啮合,而不会出现流体泄漏为了估算所需密封缸的正确尺寸,必须计算轴向进给时的密封力和最大成形压力下的密封力。应使用最大的力来确定所需的液压缸尺寸。
【兴迪源机械内高压成形设备优势】
兴迪源机械是先进轻量化成形技术的提供者,从产品研发、设备生产、模具研制、方案定制,直至最终交付及提供增值服务,我们为客户提供的不仅仅是一台设备,而是一整套智能制造成形方案。

宾果游戏 兴迪源机械自2010年开始组建超高压液力成形技术团队,突破了成形压力100MPa-250MPa的技术难关,研发出“内高压成型设备”并投入用户生产现场。至今,兴迪源机械已是创立超过10年的实力企业,已掌握了成形压力为500MPa的技术,并向市场提供了合模力4000吨、成形压力达500MPa以内的各种规格的内高压成型液压设备数十台套,技术研发成果在国内同行的民营企业中达到优异水平。