
内高压成型弯曲工艺有压弯、滚弯和CNC弯曲(绕弯)。弯曲半径大、形状简单的二维曲线通常采用压弯和滚弯工艺,对于比较复杂的轴线形状、三维曲线,就需要用CNC弯曲工艺。
CNC弯曲,它是一种先进的绕弯工艺,可以实现三维复杂轴线管弯曲,能连续进行不同角度的弯曲,具有质量好、生产效率高等特点。CNC弯曲要先把管材轴线的形状输入到弯曲机数控系统中,然后由数控程序控制弯曲机利用管材绕模具旋转运动实现管材自动弯曲的加工方法。
汽车行业常常用到内高压成形弯曲工艺,如:汽车零部件多为空心结构件,截面及轴线形状复杂,相对于传统的焊接工艺,内高压成型能够有效地实现部分零件的整合,减少焊缝,零件的可靠性得到大幅提高。而铝合金质量轻、比强度高,适用于汽车车身、轮毂和副车架等汽车结构件。
汽车车身图
应用内高压成形技术和铝合金管材成形的副车架,通过材料轻量化和结构轻量化2种途径使汽车质量有效减轻,这种内高压成形工艺已成为汽车节能减排的重要途径之一。

副车架
通常在内高压成形之前需要通过CNC弯管技术使其预成形为具有空间弯曲轴线的基本形状,再整体成形出具有复杂截面和空心结构的副车架。应用这种技术的有:宝马5系使用了第一款内高压铝合金底盘件,奥迪A2和A8使用6014铝合金管制备了车身上的变截面顶盖横梁,使构件质量显著减轻近40%。
兴迪源机械利用先进内高压成形工艺一次成形的发动机中冷管:
管材胚料CNC预弯成形有限元分析
采用液压(内高压)成形技术
一次成形中冷管的有限元分析
管材在CNC弯曲过程会产生回弹、截面畸变以及内侧受压失稳起皱、外侧受拉开裂等缺陷,对于多道次大角度数控弯曲,回弹会严重影响管件的成形精度,在随后的内高压成形过程中会产生咬边缺陷,所以通常需要在CNC弯曲时进行适当角度的补偿。

汽车排气歧管3D示意图
为了得到管材在CNC弯曲时合适的回弹量,Liao等研究人员采用了各向同性、动态各向同性和各向异性3种硬化模型进行多级绕弯时的回弹分析,发现模型的选择对多级绕弯回弹起着重要的作用,其中动态各向同性硬化模型预测回弹与实验值较接近,最大相差为1.11%。
而Li等研究人员则通过数值模拟及实验研究了6061-T4铝合金管材冷弯时的回弹角、回弹半径与弯角的影响;证实了回弹角随着弯角增加而线性增加,回弹半径随着弯角增加在0°~90°时线性减小,在90°~180°随着弯角增加基本不发生变化;并利用各向异性硬化模型对回弹角进行了预测,其预测值略高于实验值,最大相差1.67%。在CNC弯曲时,截面畸变也是比较容易出现的典型缺陷。在多步成形中,截面畸变直接影响后续成形的预制坯形状,从而影响最终件的成形质量。
寇永乐等研究人员则针对CNC弯曲中截面畸变的影响因素进行了研究,指出增加芯头个数和芯棒伸出量、压块无润滑有利于减小弯管的截面畸变。CNC弯曲中另一个典型的缺陷是起皱,不仅影响其成形性能,而且影响美观,所以在CNC弯曲时要尽量避免。
Chen等研究人员通过Dynaform数值模拟和实验研究了20mm×2mm的5A02铝合金管起皱的影响因素,指出管与模具间隙尽量小(小于0.2mm),助推速度不小于弯曲模的线速度,有利于减缓起皱,另外压模助推位移越小,相对弯曲半径越大,弯曲速度越小,起皱趋势就越小。
本研究中铝合金内高压成形的成形工艺为CNC弯曲后内高压成型,其中CNC弯曲作为预弯对铝合金管件内高压成型起着至关重要的作用。
试件及成形工艺
铝合金管件首先需要进行CNC预弯,使其具有基本的空间弯曲轴线,可以放入内高压成形模具的型腔中,再进行内高压成形,成形至最终形状。预弯使用XXX控制臂弯管机,预弯件形状如图A所示,芯球与管内壁、防皱板与管外壁及内高压成形时模具型腔与管外壁均用航空润滑油进行润滑处理。内高压成形后管件形状如图A(b)所示。弯曲模具设计为3层,分别与弯管中的3个弯角对应。刚性芯轴外径为69.00mm,使用一个芯球,其外径为68.40mm;聚氨酯芯轴外径为69.00mm。
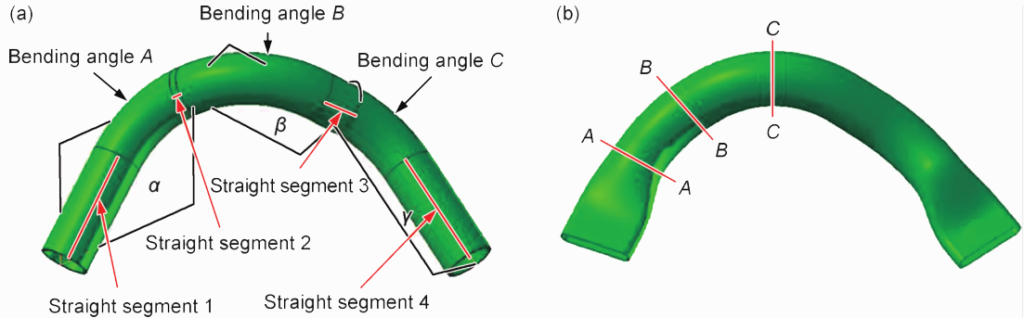
A. 预弯件(a)和内高压成形管件(b)
本次实验的内高压成形可运用兴迪机械THF系列内高压成形设备进行。

兴迪源机械 XD-THF内高压成型液压设备
广泛应用于航天航空、核电、宾果游戏石化、发动机管件、汽车管件、自行车管件等生产领域内高压成形设备主要针对管材成形,如:飞行器轻体构件、发动机中空轴件、汽车支管、单车支架管、排气系统、排水系统等产品。

弯曲缺陷对铝合金管内高压成形的影响
1、截面畸变的影响
管材在弯曲时,在弯矩的作用下,中性层外侧受到拉应力,内侧受到压应力,二者的合力使管件法向直径减小,横向直径增大,管件截面由圆形变为近似椭圆,即发生畸变。在管径、弯曲半径及润滑条件不变的情况下,通过不带芯头的聚氨酯芯棒和带有一个芯头的刚性芯棒分别进行CNC弯曲,得到了2种具有不同不圆度的截面,如图B所示。其中聚氨酯芯棒的好处是可以使管件内部避免划痕,但得到的弯管截面不圆度较大;带有一个芯头的刚性芯棒的好处是得到的弯管截面不圆度较小,但与管件内部发生硬接触,容易在弯曲过程产生内部划痕。
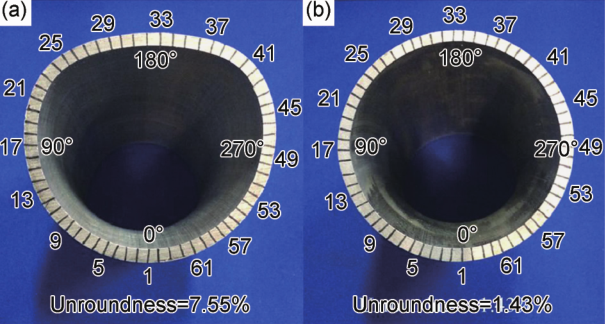
B. 弯管截面
(a)使用聚氨酯芯棒;
(b)使用带有一个芯头的刚性芯棒
2、起皱的影响
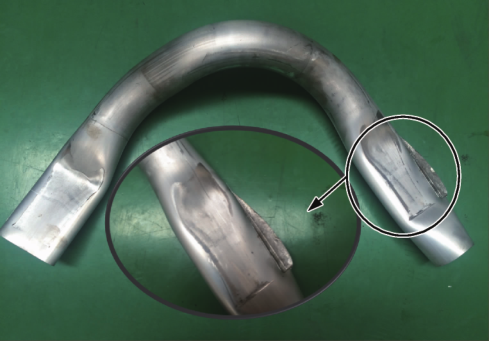
当管径较大,弯曲半径较小时,管壁内侧所受的切向压应力大大增加,管壁内侧极易发生起皱失稳。在不改变弯曲模具和弯曲速度的情况下,模具间隙不合理会导致起皱的产生。如图C所示,在预弯件的第三个弯角内侧出现了起皱,皱纹的相邻波峰之间的平均距离为12.20mm,表面峰谷的平均高度为1.32mm,如图C(a)所示。

C. 管件起皱现象
(a)CNC弯管;
(b)内高压成形件
将带有皱纹的预弯件进行内高压成形,此处截面膨胀量为1.92%,成形后管件如图C(b)所示,内高压成形并没有使管件的皱纹胀平,此时皱纹的相邻波峰之间的平均距离为12.24mm,表面峰谷的平均高度为0.64mm。由此可知,此时的内高压成形并没有消除预弯产生的皱纹,但在胀形的过程中管件不断贴模,使起皱表面的峰谷的高度降低,使皱纹减轻。
为了使内高压成形件避免出现起皱,需要在预弯过程及时避免。在不改变弯曲模具和弯曲速度的情况下,调整防皱板的位置,使防皱板与管件更加贴合,增加弯管内侧的压应力,从而抑制了起皱的发生。将无皱的预弯件进行内高压成形,最终获得的内高压成形件如图D所示。

D. 铝合金内高压成形件
3、回弹的影响
当管材预弯未加以回弹补偿时,内高压成形模具合模时在管件一侧出现了咬边缺陷,如图E所示,若不解决咬边问题,会使模具边缘啃伤,需要对弯角进行回弹补偿。为了获得任意角度弯角的回弹值,建立管材塑性弯曲的理论模型和材料的幂指数模型,结合力矩平衡方程和全应变理论,推导任意弯角的回弹理论值。
E. 6063铝合金预弯件出现的咬边缺陷
部分文段和图片摘自:
《预弯对铝合金管材内高压成形缺陷与尺寸精度的影响》
作者:蔡洋,王小松,苑世剑
《现代液压成形技术》
作者:苑世剑
由兴迪源机械编辑
版权归原作者所有
如若侵权请联系删除