【作 者】初冠南;刘钢;苑世剑
宾果游戏 近年来内高压成形技术在航空、航天和汽车制造业得到了愈来愈广泛的应用,利用该技术生产的各种空心变截面管件既节省材料又能充分利用材料的强度和刚度 [1—4]。差厚拼焊管内高压成形将不同壁厚管材焊接成整体,然后再用内高压成形加工出结构件,可优化零件的壁厚分布,进一步减轻结构重量。
在等厚壁管坯内高压成形中,影响应力应变状态的因素主要为轴向力、内压和管坯的长径 比及壁厚。等壁厚管坯在无轴 向力作用下自由胀形时,胀形区各部位应力应变状态差别不大,轴 向和环向同为拉应变状态[5]。相比之下,差厚拼焊管成形中,管坯各部位初始壁厚不同将影响薄壁管 、厚壁管的应力 应变状态,因此对变形过程、应力应变状态和塑性 区的发展有显著影响。
有学者通过数值模拟研究了差厚拼焊管内高压成形中长度比、厚度 比对焊缝移动、成形性能及薄壁管、厚壁管变形量的影响,提出差厚拼焊管坯的厚度比应小于2.25 ,通过调整长度比可减小薄壁管、厚壁管变形差别[6,7]。 但对差厚拼焊管内高压成形的变形特征及影响变形协调性的内在原因未做深入分析。本文通过数值模拟和实验并结合力学分析研究了自由胀形状态下差厚拼焊管胀形时薄壁管、厚壁管的变形特征,分析了影响协调变形的主要因素。
【结 论】
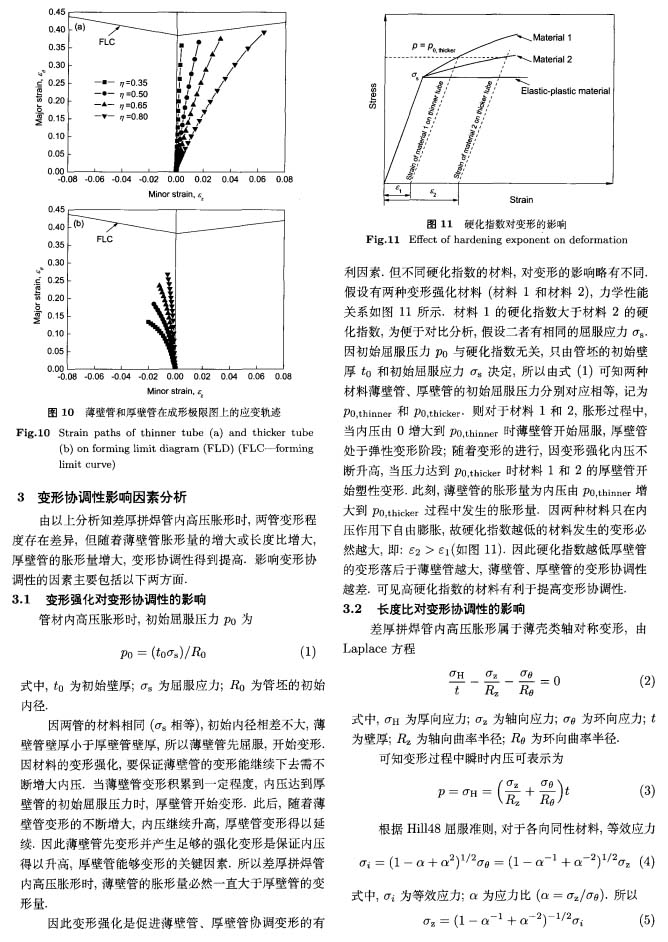
宾果游戏 (1)差厚拼焊管内高压胀形时,薄壁管、厚壁管变形存在差异,厚壁管变形始终落后于薄壁管.薄壁管变形后的几何形状为椭球型,厚壁管为圆锥型。
(2)薄壁管中部首先发生屈服,随着压力升高塑性区自中部向两端逐渐扩展;厚壁管靠近焊缝一端最先屈服,此后塑性区逐渐扩展到另一端。
宾果游戏 (3)差厚拼焊管内高压胀形时,薄壁管 、厚壁管的应变状态不同。薄壁管轴向为拉应变,厚壁管轴向为压应变。
(4)变形强化和长度比增大可促进薄壁管、厚壁管的协调变形。
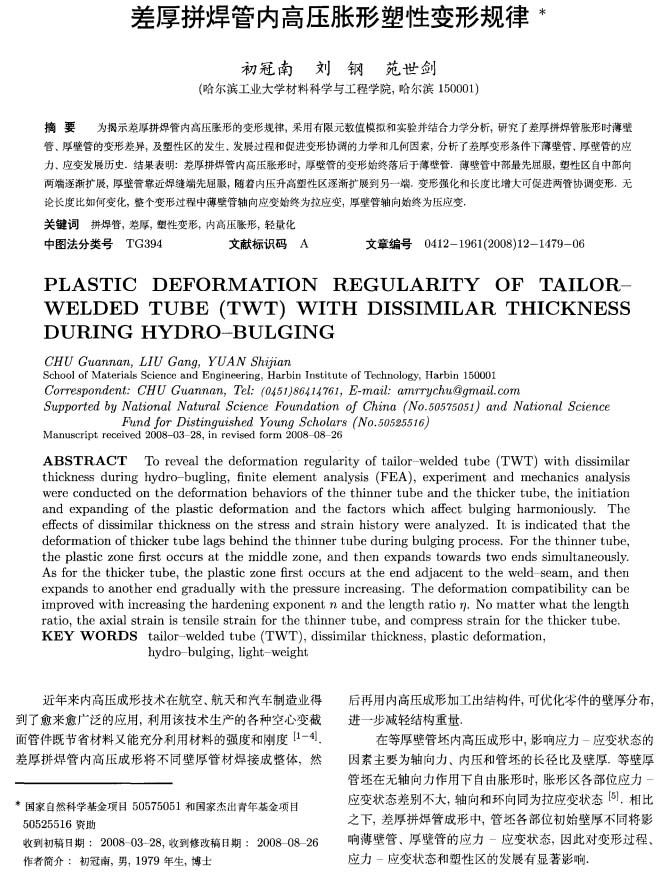
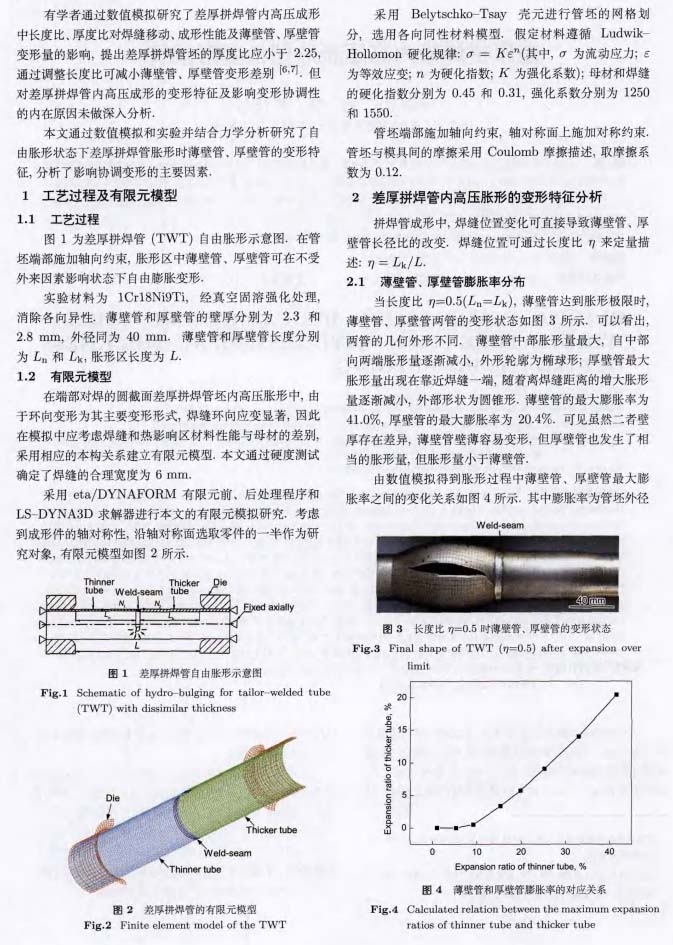
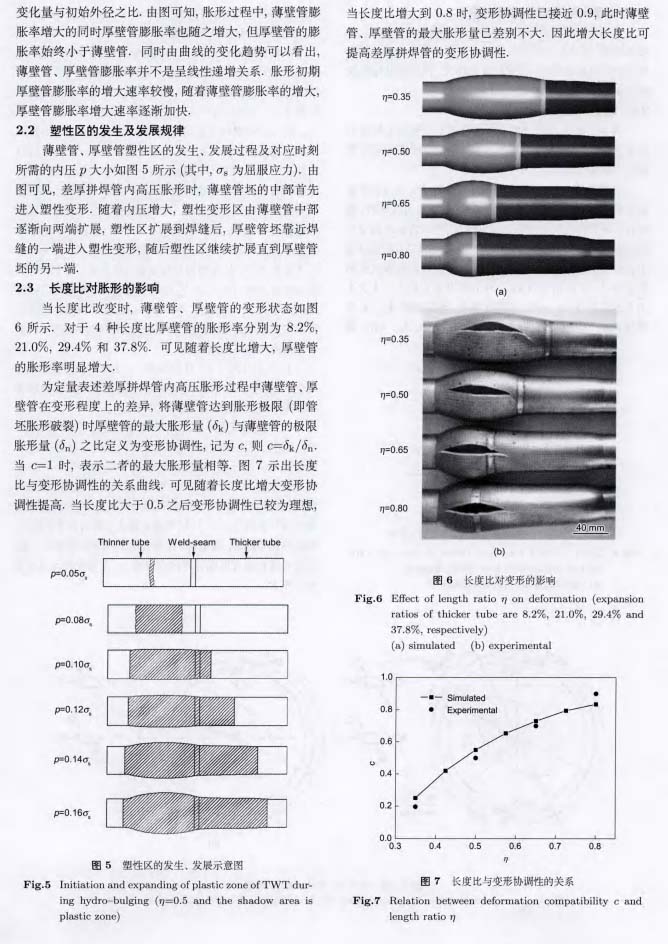
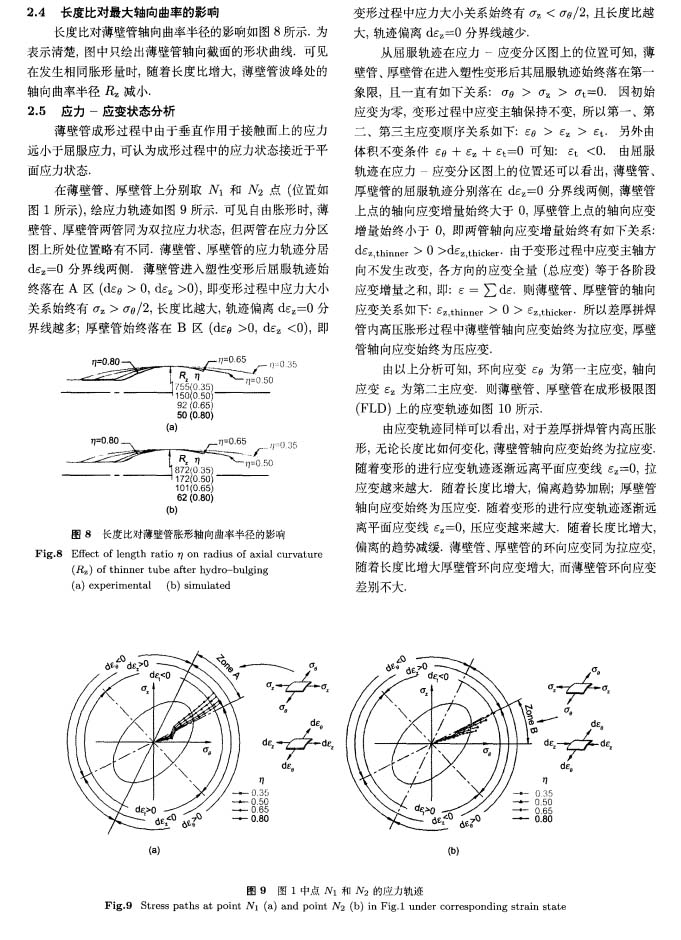
以下是正文: